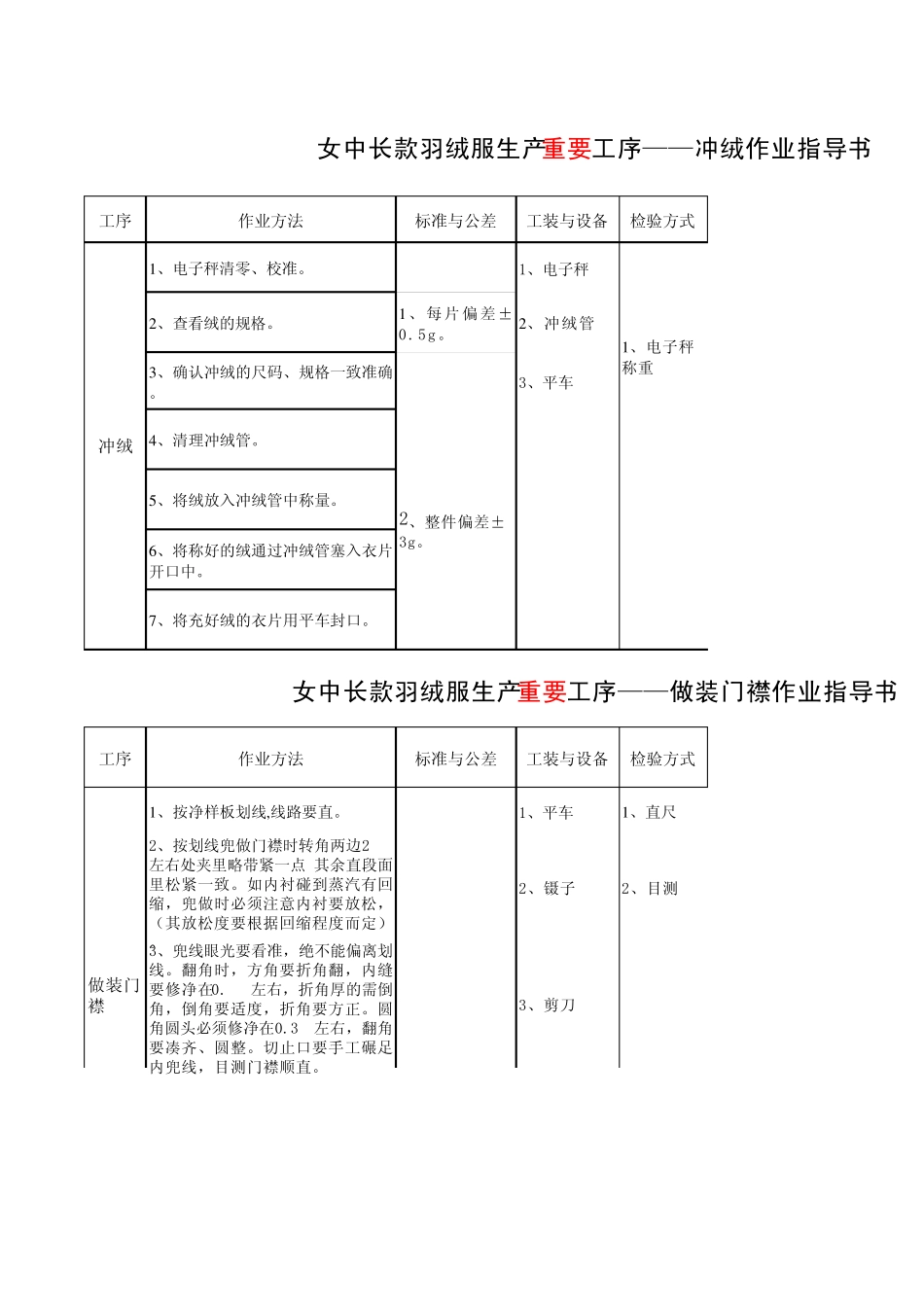
工序作业方法标准与公差工装与设备检验方式1 、电子秤清零、校准
1、电子秤2 、查看绒的规格
1 、每片偏差±0
2 、冲绒管3 、确认冲绒的尺码、规格一致准确
3、平车4 、清理冲绒管
5 、将绒放入冲绒管中称量
6 、将称好的绒通过冲绒管塞入衣片开口中
7 、将充好绒的衣片用平车封口
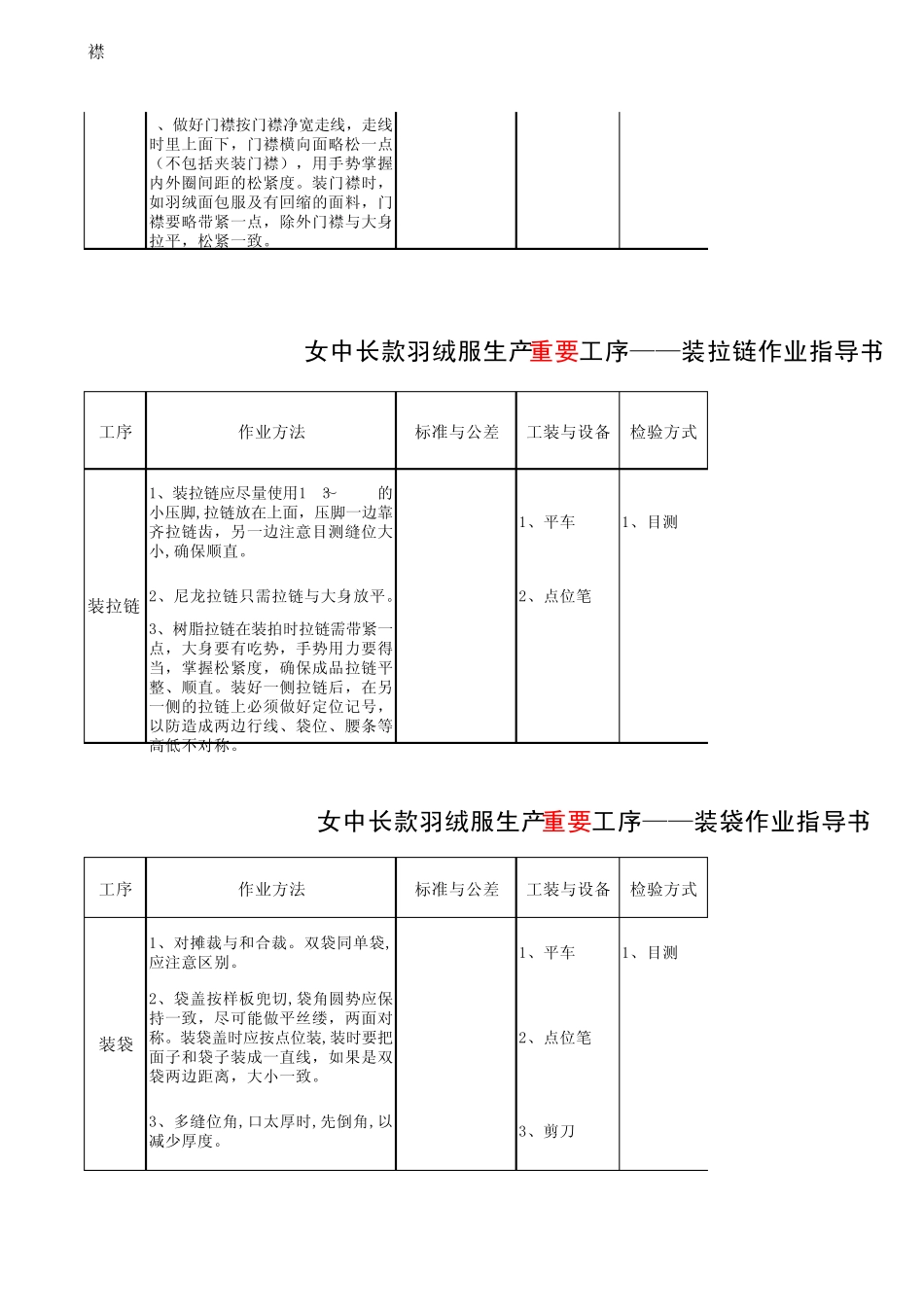
工序作业方法标准与公差工装与设备检验方式1 、按净样板划线,线路要直
1、平车1 、直尺2、按划线兜做门襟时转角两边2 cm左右处夹里略带紧一点,其余直段面里松紧一致
如内衬碰到蒸汽有回缩,兜做时必须注意内衬要放松,(其放松度要根据回缩程度而定)
2、镊子2、目测3、兜线眼光要看准,绝不能偏离划线
翻角时,方角要折角翻,内缝要修净在0
6cm左右,折角厚的需倒角,倒角要适度,折角要方正
圆角圆头必须修净在0
3cm左右,翻角要凑齐、圆整
切止口要手工碾足内兜线,目测门襟顺直
3、剪刀女中长款羽绒服生产重要工序——冲绒作业指导书冲绒2、整件偏差±3g
女中长款羽绒服生产重要工序——做装门襟作业指导书做装门襟1 、电子秤称重4、做好门襟按门襟净宽走线,走线时里上面下,门襟横向面略松一点(不包括夹装门襟),用手势掌握内外圈间距的松紧度
装门襟时,如羽绒面包服及有回缩的面料,门襟要略带紧一点,除外门襟与大身拉平,松紧一致
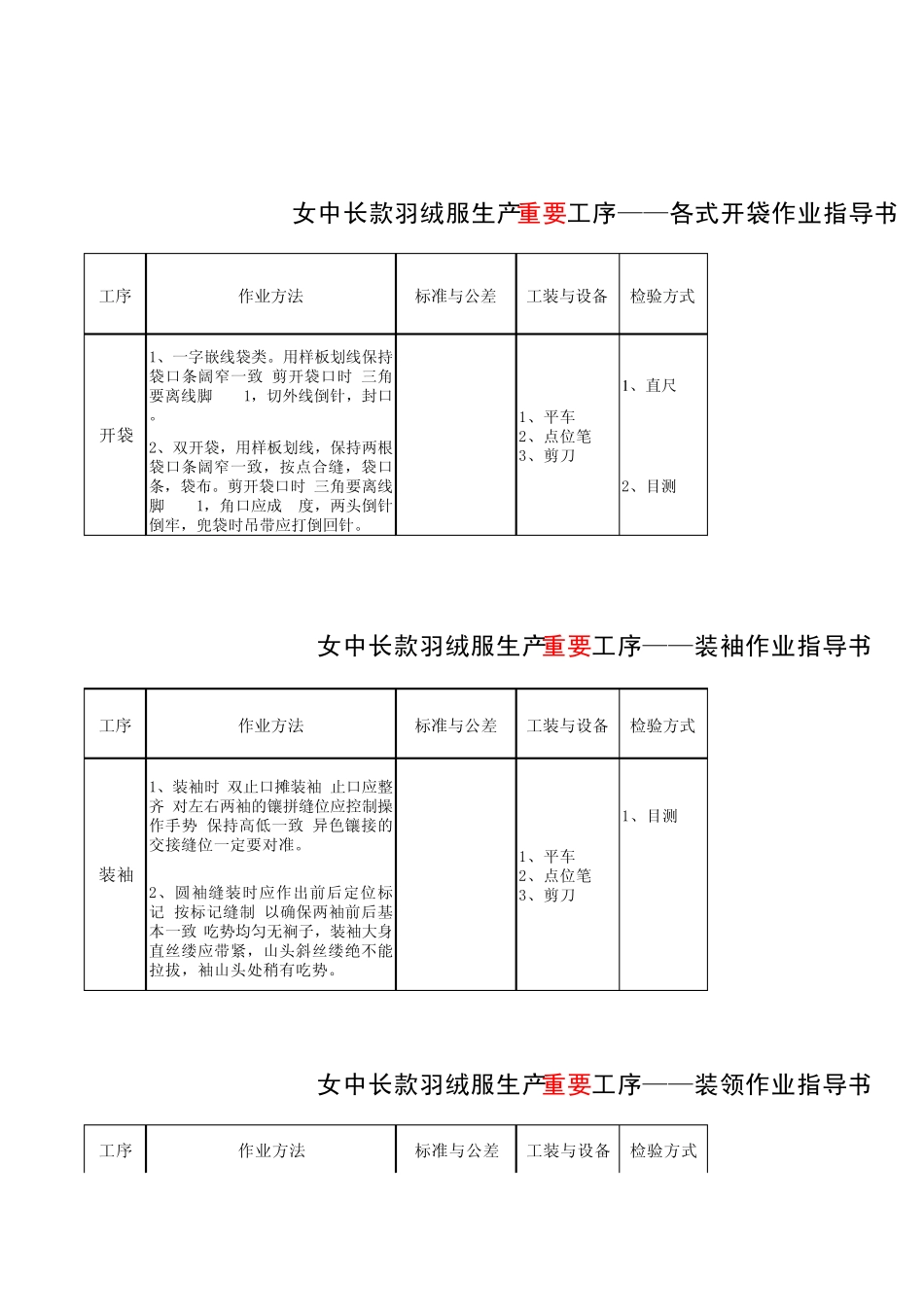
工序作业方法标准与公差工装与设备检验方式1、装拉链应尽量使用1
4cm的小压脚,拉链放在上面,压脚一边靠齐拉链齿,另一边注意目测缝位大小,确保顺直
1、平车1、目测2、尼龙拉链只需拉链与大身放平
2、点位笔3、树脂拉链在装拍时拉链需带紧一点,大身要有吃势,手势用力要得当,掌握松紧度,确保成品拉链平整、顺直
装好一侧拉链后,在另一侧的拉链上必须做好定位记号,以防造成两边行线、袋位、腰条等高低不对称
工序作业方法标准与公差工装与设备检验方式1、对摊裁与和合裁