NY-630/55 液压压接工艺规范说明 NY-630/55 耐张线夹是为LGJ-630/55 钢芯铝绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行
为便于操作,现作以下补充
1 压前准备 (1)备有相应的液压机及钢模(Φ20)和铝模(Φ60)
(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱
(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求
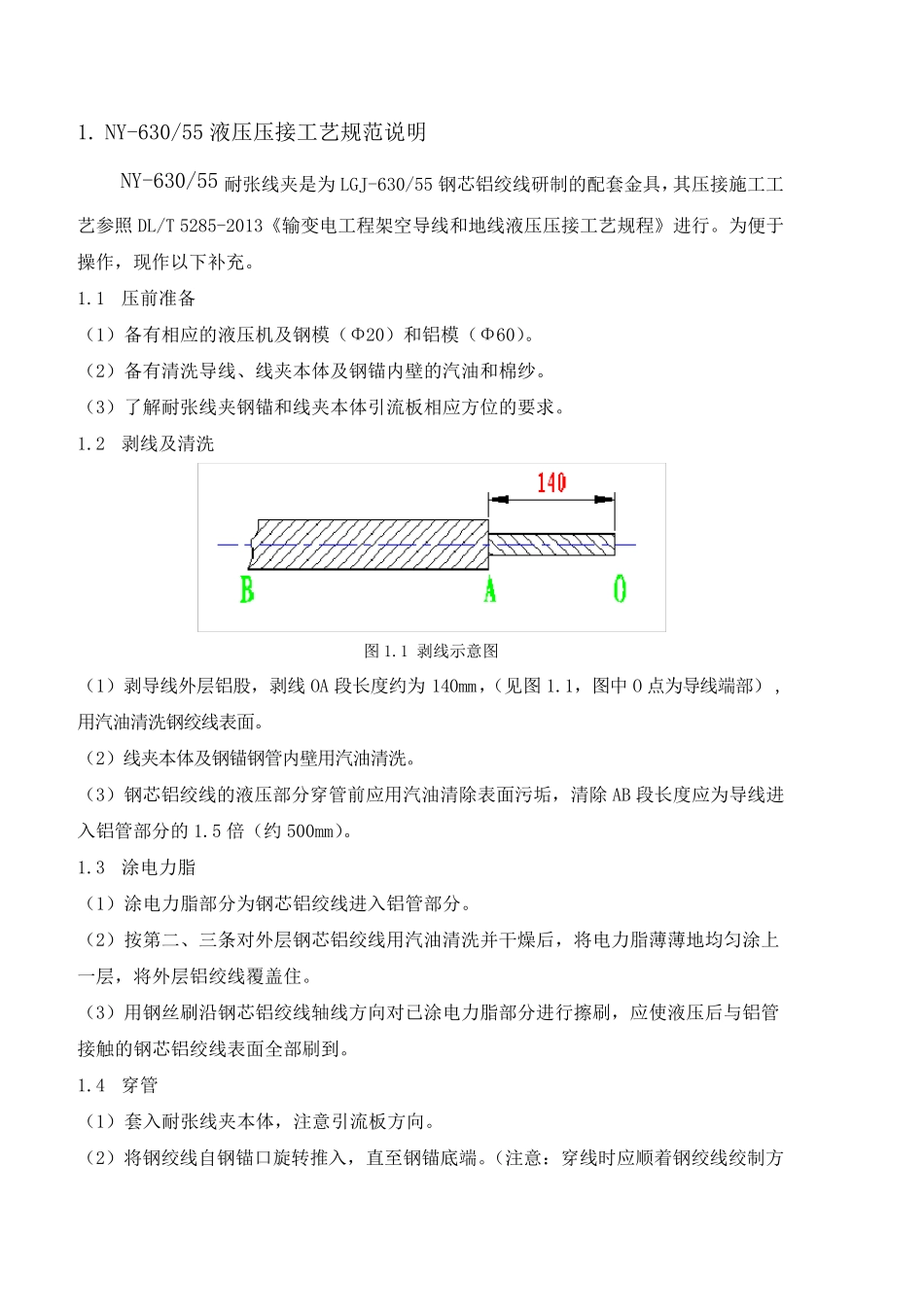
2 剥线及清洗 图 1
1 剥线示意图 (1)剥导线外层铝股,剥线OA 段长度约为140mm,(见图 1
1,图中 O 点为导线端部),用汽油清洗钢绞线表面
(2)线夹本体及钢锚钢管内壁用汽油清洗
(3)钢芯铝绞线的液压部分穿管前应用汽油清除表面污垢,清除 AB 段长度应为导线进入铝管部分的1
5 倍(约 500mm)
3 涂电力脂 (1)涂电力脂部分为钢芯铝绞线进入铝管部分
(2)按第二、三条对外层钢芯铝绞线用汽油清洗并干燥后,将电力脂薄薄地均匀涂上一层,将外层铝绞线覆盖住
(3)用钢丝刷沿钢芯铝绞线轴线方向对已涂电力脂部分进行擦刷,应使液压后与铝管接触的钢芯铝绞线表面全部刷到
4 穿管 (1)套入耐张线夹本体,注意引流板方向
(2)将钢绞线自钢锚口旋转推入,直至钢锚底端
(注意:穿线时应顺着 钢绞线绞制方向,保持原节距)
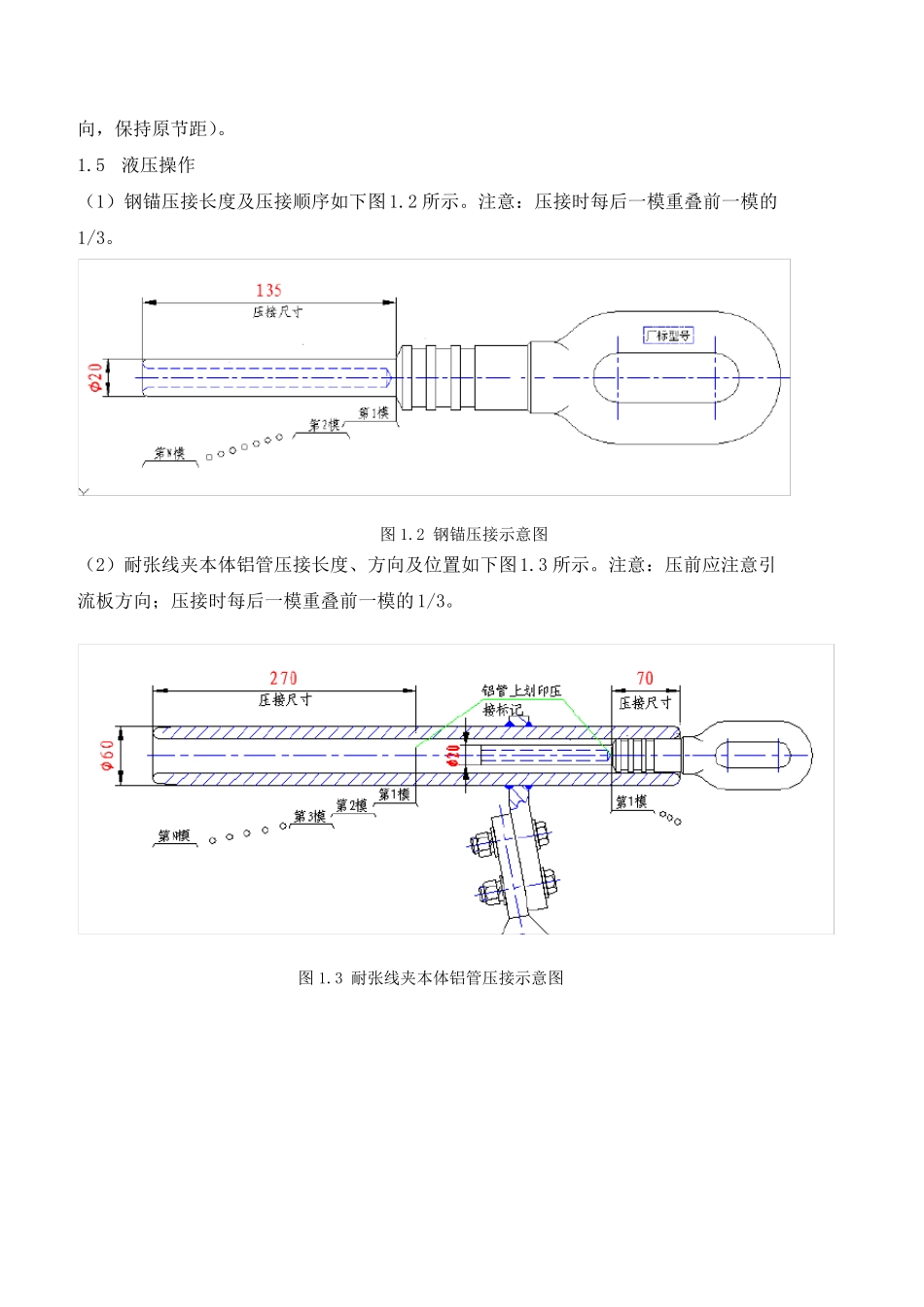
5 液压操作 (1)钢锚压接长度及压接顺序如下图1
注意:压接时每后一模重叠前一模的1/3
2 钢锚压接示意图 (2)耐张线夹本体铝管压接长度、方向及位置如下图1
注意:压前应注意引流板方向;压接时每后一模重叠前一模的1/3
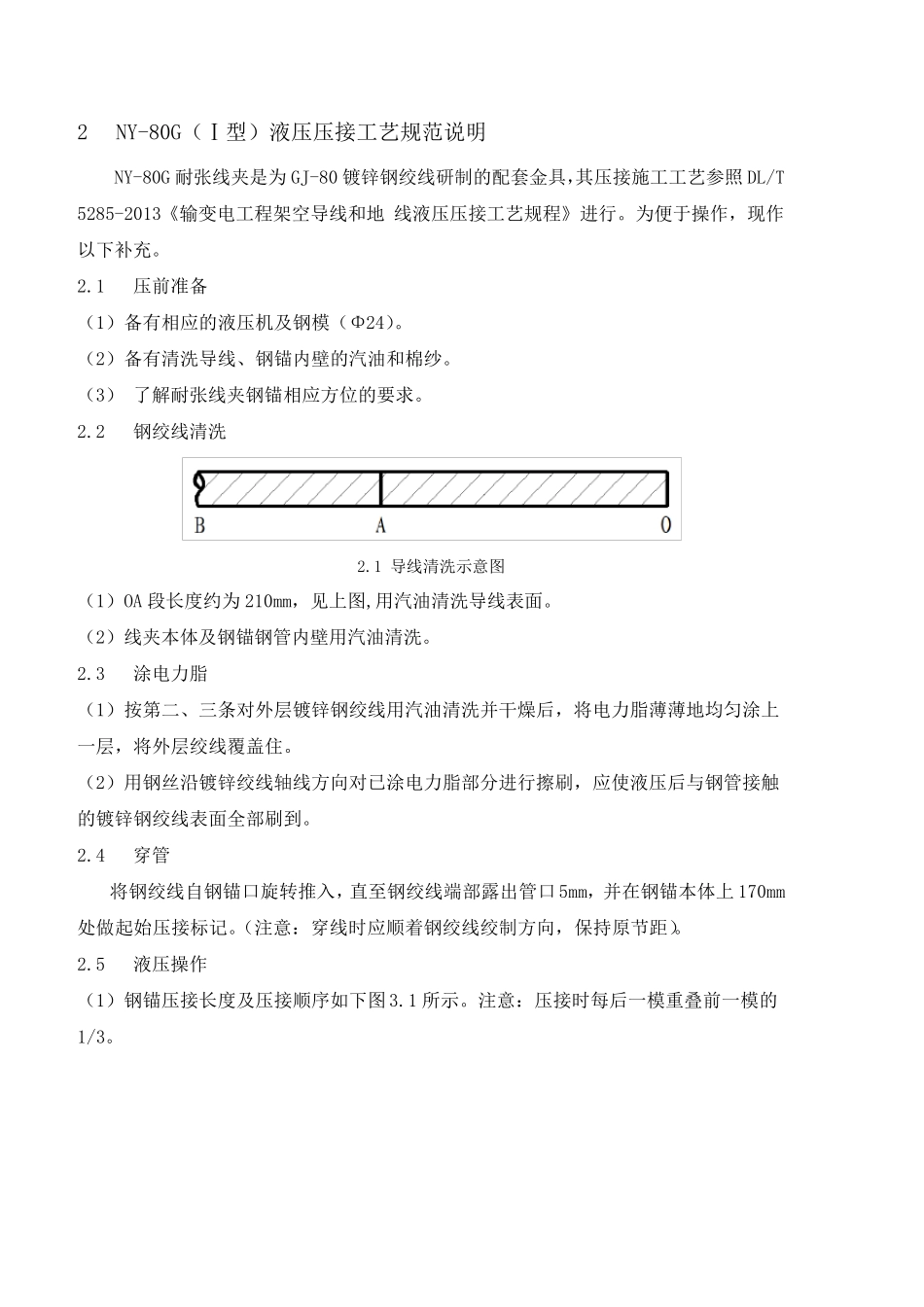
3 耐张线夹本体铝管压接示意图 2 NY-80G(Ⅰ型)液压压接工艺规范说明 NY-80G 耐张线夹是为GJ-80 镀锌钢绞线研制的