埋弧自动焊施工方案适用范围:本工艺适用钢结构制作与安装埋弧自动焊焊接工艺
工艺规定了一般低碳钢、普通低合金钢的埋弧自动焊的基本要求
凡各工程的工艺中无特殊要求的结构件的埋弧自动焊均应按本工艺规定执行
一、材料要求(一)材料要求:1钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和行业标准的规定,并应具有质量证明书或检验报告
如果用其他钢材和焊材代换时,须经设计单位同意,并按相应工艺文件施焊
2碳当量不大于0
45的钢材可以按本工艺各项规定施焊
3焊剂的选择视母材的成分、性能与焊丝相匹配使用
(1)对于碳素钢和普通低合金钢,应保证焊缝机械性能
(2)对于不同强度级别的异种钢接头,一般可按强度级较低的钢材选用抗裂性较好的焊接材料
(3)焊丝焊剂常用组合为高锰高硅焊剂(HJ431 )与低锰(H08A)或含锰(H08MnA)焊丝相配合;低锰或无锰高硅焊剂与高锰焊丝(H10Mn2)相配合
4焊剂在使用前必须烘干,烘干温度一般为酸性焊剂(如 HJ431、HJ430)250℃~300℃,烘烤时间为2小时
碱性焊剂(如HJ250, HJ260)一般为300℃~400℃,2小时烘烤后使用
使用中回收的焊剂应经过筛除,去杂物后烘干,再与新焊剂配比使用,车间要定期回收焊剂以免浪费
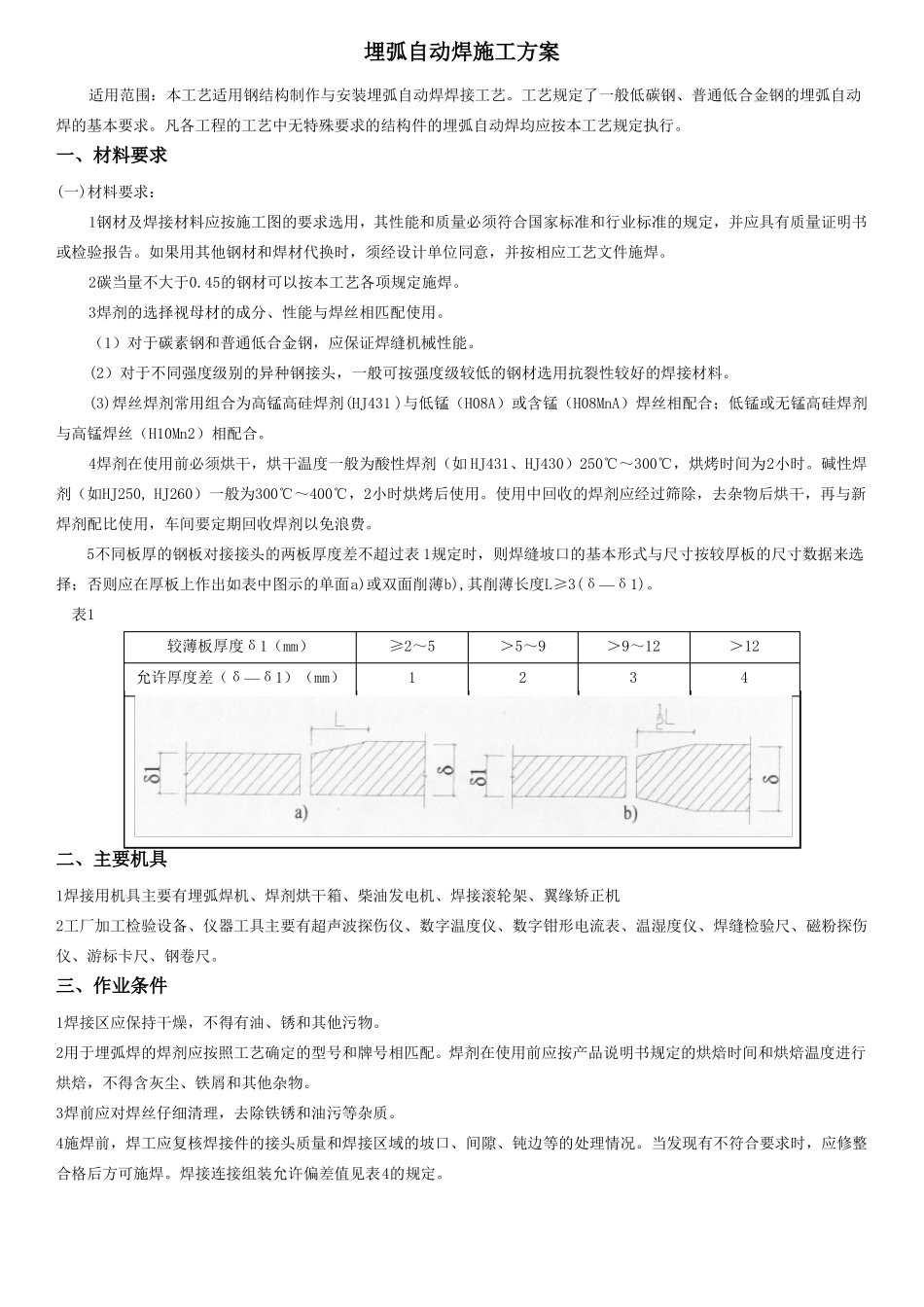
5不同板厚的钢板对接接头的两板厚度差不超过表 1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选择;否则应在厚板上作出如表中图示的单面a)或双面削薄b),其削薄长度L≥3(δ—δ1)
表1较薄板厚度δ1(mm)允许厚度差(δ—δ1)(mm)≥2~51>5~92>9~123>124二、主要机具1焊接用机具主要有埋弧焊机、焊剂烘干箱、柴油发电机、焊接滚轮架、翼缘矫正机2工厂加工检验设备、仪器工具主要有超声波探伤仪、数字温度仪、数字钳形电流表、温湿度仪、焊缝检验尺、磁粉探伤仪、游标卡尺、钢卷尺