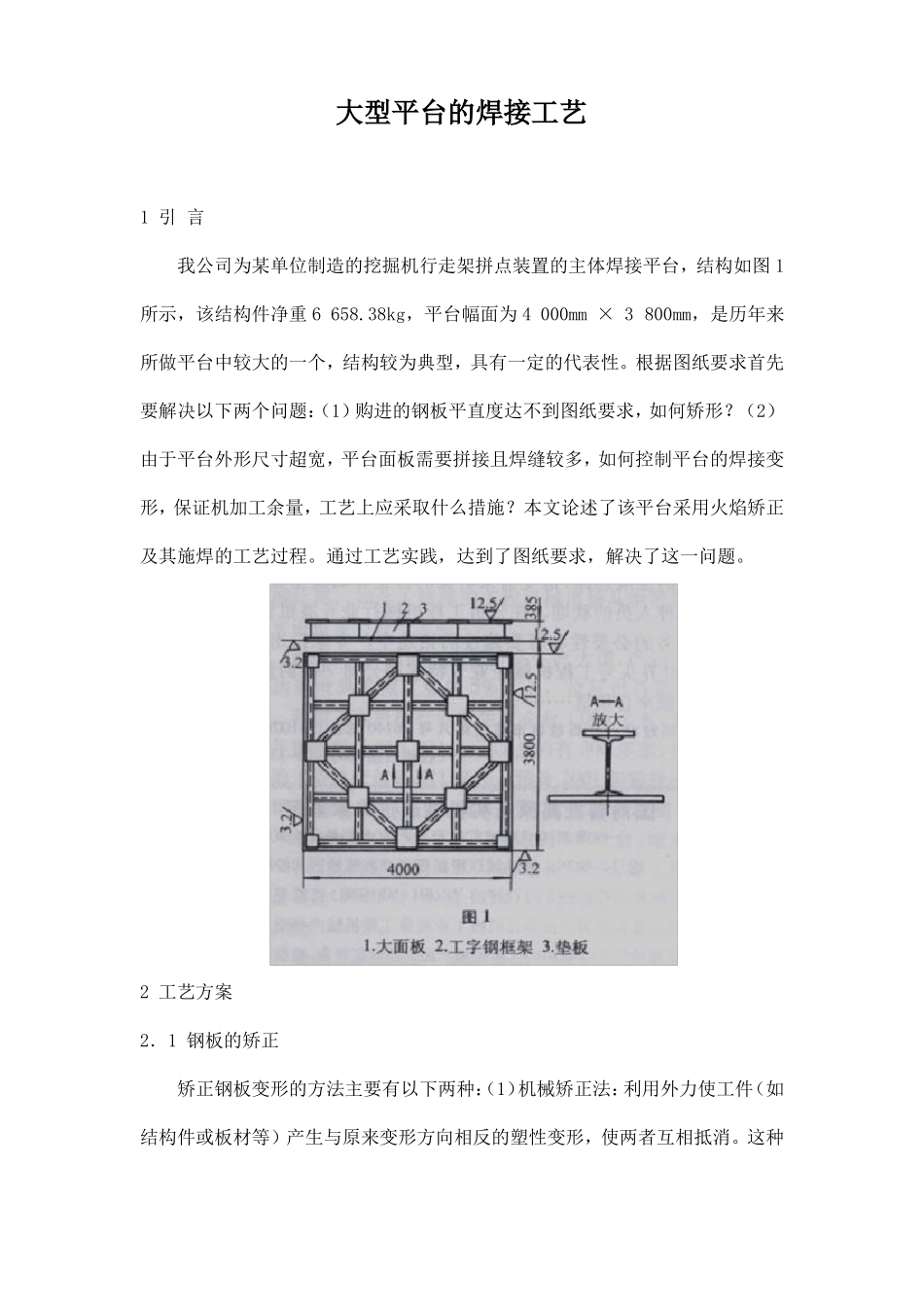
大型平台的焊接工艺1 引 言我公司为某单位制造的挖掘机行走架拼点装置的主体焊接平台,结构如图 1所示,该结构件净重 6 658
38kg,平台幅面为 4 000mm × 3 800mm,是历年来所做平台中较大的一个,结构较为典型,具有一定的代表性
根据图纸要求首先要解决以下两个问题:(1)购进的钢板平直度达不到图纸要求,如何矫形
(2)由于平台外形尺寸超宽,平台面板需要拼接且焊缝较多,如何控制平台的焊接变形,保证机加工余量,工艺上应采取什么措施
本文论述了该平台采用火焰矫正及其施焊的工艺过程
通过工艺实践,达到了图纸要求,解决了这一问题
2 工艺方案2.1 钢板的矫正矫正钢板变形的方法主要有以下两种:(1)机械矫正法:利用外力使工件(如结构件或板材等)产生与原来变形方向相反的塑性变形,使两者互相抵消
这种方法需要使用大型设备(如压力机、滚板机等),其矫正效果明显,但我厂没有这种矫形设备,因而不能采用
(2)火焰加热矫正法:利用氧—乙炔火焰,对工件进行局部加热,使之产生塑性变形,冷却时产生新的收缩变形来达矫正变形之目的
火焰加热法采用一般的气焊及平台等工具,不需要专门的设备,方法简便,易于实施
根据我厂的实际情况采用了火焰加热矫正法
火焰矫正的效果好坏,关键在于正确选择加热位置和火焰热量,加热位置错了,会得到相反的结果
一般情况下,火焰热量越大,可以矫正的变形量也越大
火焰采用中性焰,加热温度对于低碳钢和普通低合金钢以 600 ~ 800℃为宜
对于塑性较好的钢材,火焰矫正的同时,还可以用水强制冷却,效果会更好;但有淬硬倾向的钢材则不宜用水冷却
而在本次生产中矫正方法则有些变化
现详述如下:2
1 器具(1)长钢板尺一把
(2)割枪(重型)一把,采用大号嘴子
(3)铸梁平台一个(6m×2m)
(4)等边角钢(L50 × 50),长约 2m 一段
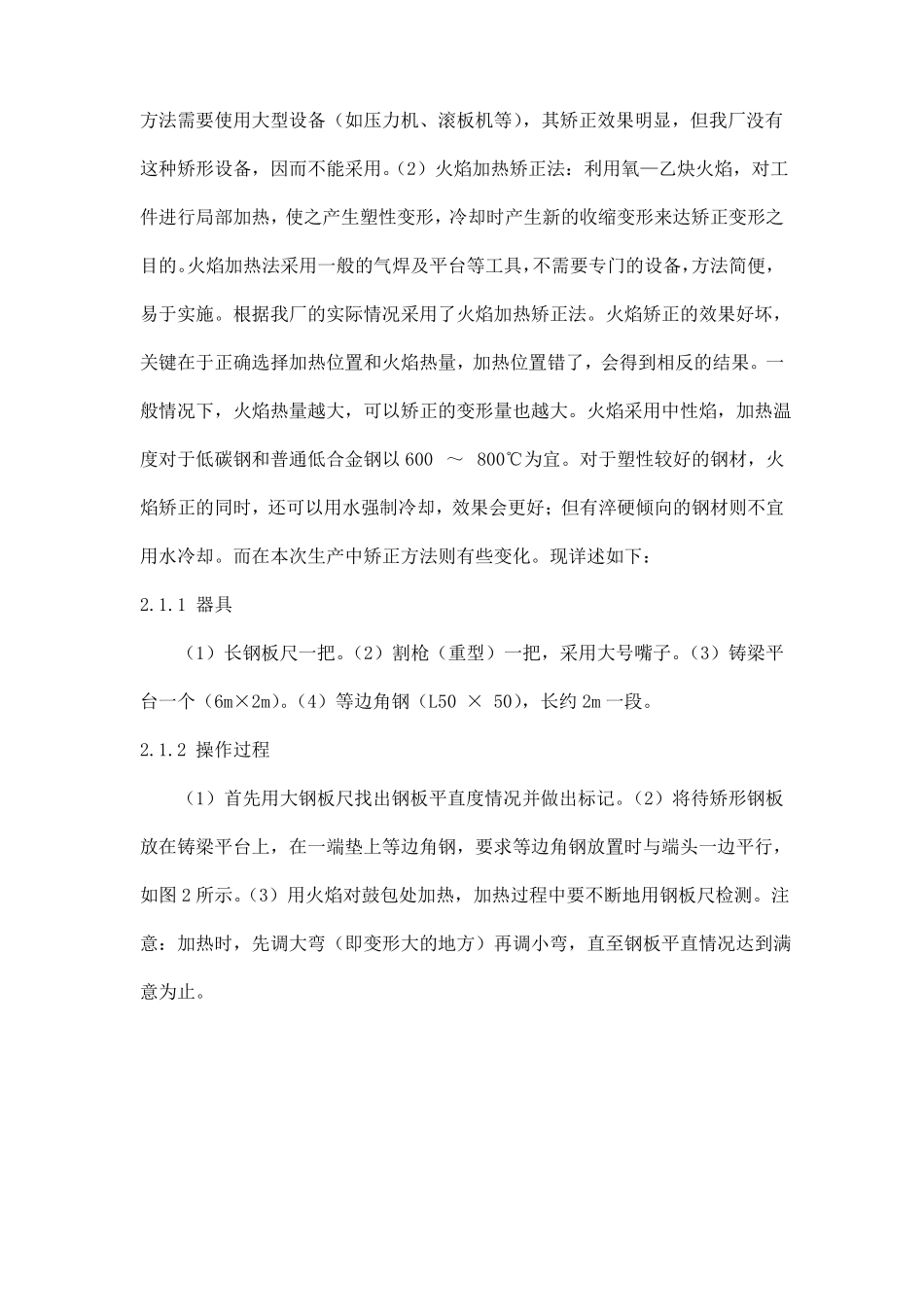
2 操作过程(1)