序号数量18种214种33处*64464532件4/4件2张72张8各2张9各2张1036m/7
211136m34
5m*234
5m*234
5m*21432
8m*21534
5m*428844442203244组220件1716制弯部件T型钢与主腹板、上翼板连接处修磨斜度126
513T型钢与主腹板焊接(内部、气保焊)1757
3759主腹板与下盖板结合处纵向单面坡口30
34182107
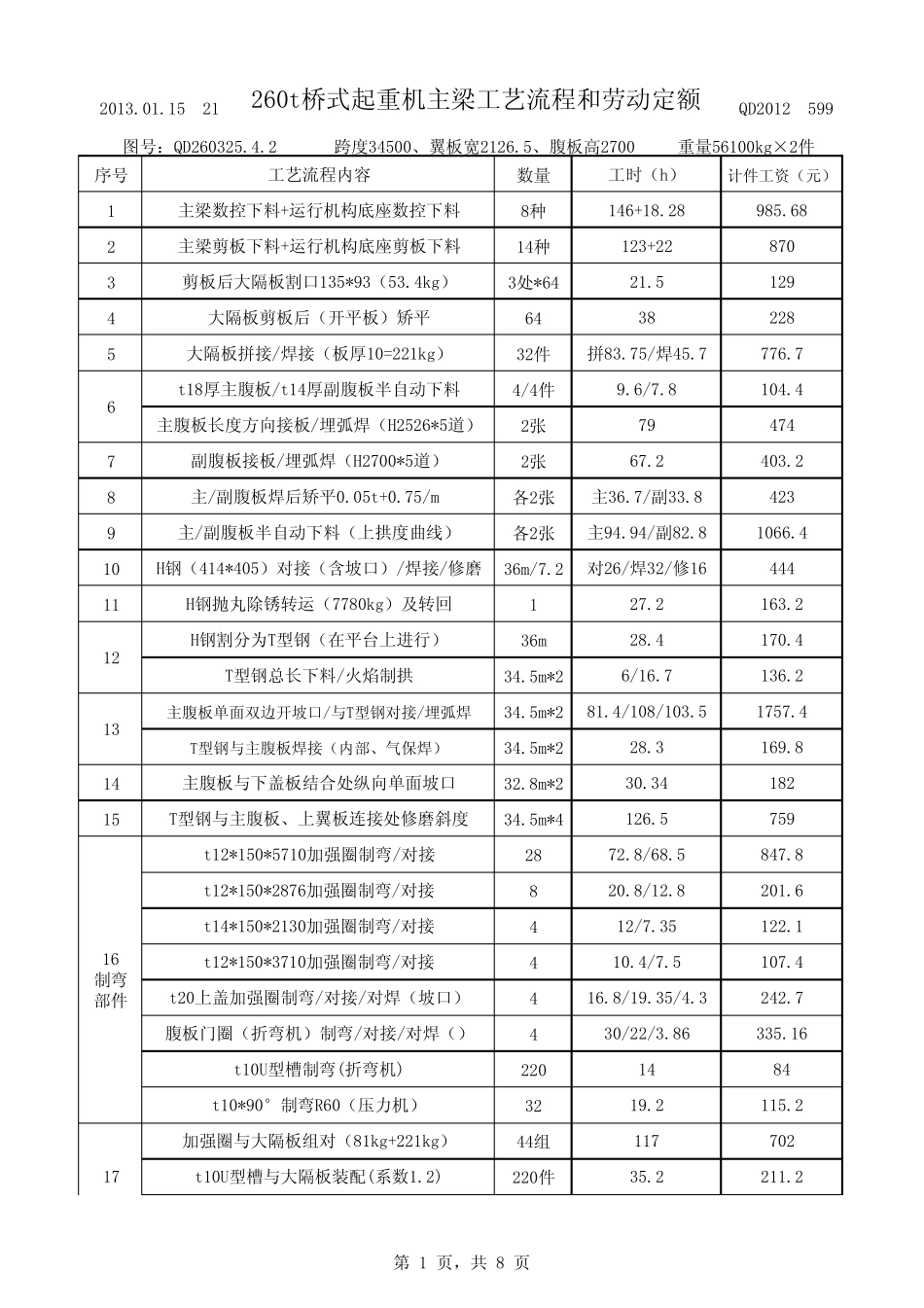
8t12*150*2876加强圈制弯/对接20
6t14*150*2130加强圈制弯/对接12/7
1t12*150*3710加强圈制弯/对接10
16t10*90°制弯R60(压力机)t10U型槽制弯(折弯机)1484加强圈与大隔板组对(81kg+221kg)1177026t18厚主腹板/t14厚副腹板半自动下料9
8T型钢总长下料/火焰制拱6/16
4H钢割分为T型钢(在平台上进行)28
4H钢(414*405)对接(含坡口)/焊接/修磨44427
2对26/焊32/修16主腹板单面双边开坡口/与T型钢对接/埋弧焊81
4/108/103
512主梁数控下料+运行机构底座数控下料146+18
28t10U型槽与大隔板装配(系数1
8主/副腹板半自动下料(上拱度曲线)主94
94/副82
4主腹板长度方向接板/埋弧焊(H2526*5道)79474423主/副腹板焊后矫平0
75/m 大隔板剪板后(开平板)矫平38228副腹板接板/埋弧焊(H2700*5道)2013
15-21260t桥式起重机主梁工艺流程和劳动定额QD2012