沈阳理工大学热处理工艺设计 1 1
完全退火热处理工艺 1
1 工艺参数 选用完全退火的原因:因为完全退火主要用于含碳量质量分数为0
6%的中碳钢铸、锻件,因为38CrMnAl 含碳量为0
38%,且是锻件,故选用完全退火
完全退火的目的:在于消除其锻件常存在晶粒粗大或晶粒大小不均匀等组织缺陷及内应力,使钢的强度、塑性和韧性达到技术要求即均匀组织、细化晶粒、消除内应力、改善切削加工性能等,为最终热处理做好组织准备
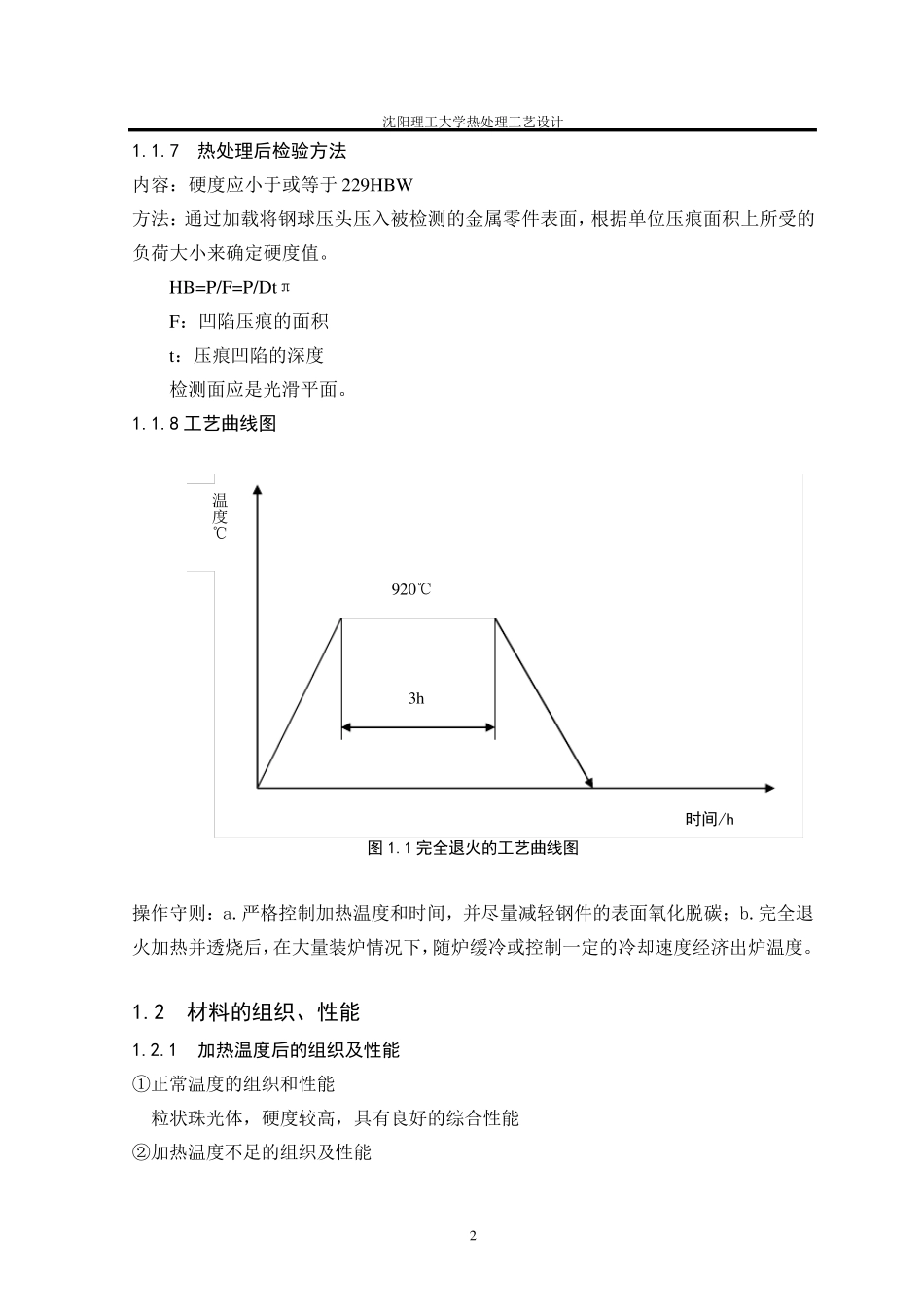
1 加热温度 选择:920℃ 理由:因为38CrMnAl 钢是亚共析钢,其完全退火温度为Ac3+30~50℃;且其Ac3为885℃,故可选温度为920℃
这样既可以细化晶粒,又有助于奥氏体成分均匀化,以改善切削加工性能并未淬火作良好的准备
2 加热方法 选择:随炉温加热 理由:简单易控制,且是预备热处理,对性能要求不高
3 加热介质 选择:氮气 理由:由于加热温度过高,零件容易氧化脱碳,氮气可以很好的防护,使金属烧损、性能降低
4 保温时间 选择:3h 理由:一般可按有效厚度1
5min/mm 估算,但保温时间一般不超过10h,本零件的有效厚度为125mm,故可以选择3h
保温的目的是为了使工件熟透 并得 到比 较 均匀的奥氏体
5 冷却方法 选择:随炉冷 却 理由:表 面 与 心 部 温度差 距 小,不易产 生 应力,防止 其开 裂
6 冷却介质 选择:氮气 理由:因为是随炉冷 却 ,且炉内气体是氮气 沈阳理工大学热处理工艺设计 2 1
7 热处理后检验方法 内容:硬度应小于或等于229HBW 方法:通过加载将钢球压头压入被检测的金属零件表面,根据单位压痕面积上所受的负荷大小来确定硬度值
HB=P/F=P/Dtπ F:凹陷压痕的面积 t:压痕凹陷的深度 检测面应是光滑平