4 编程: NC的基本原理文件管理 编程帮助,随行夹具管理 3 4 4
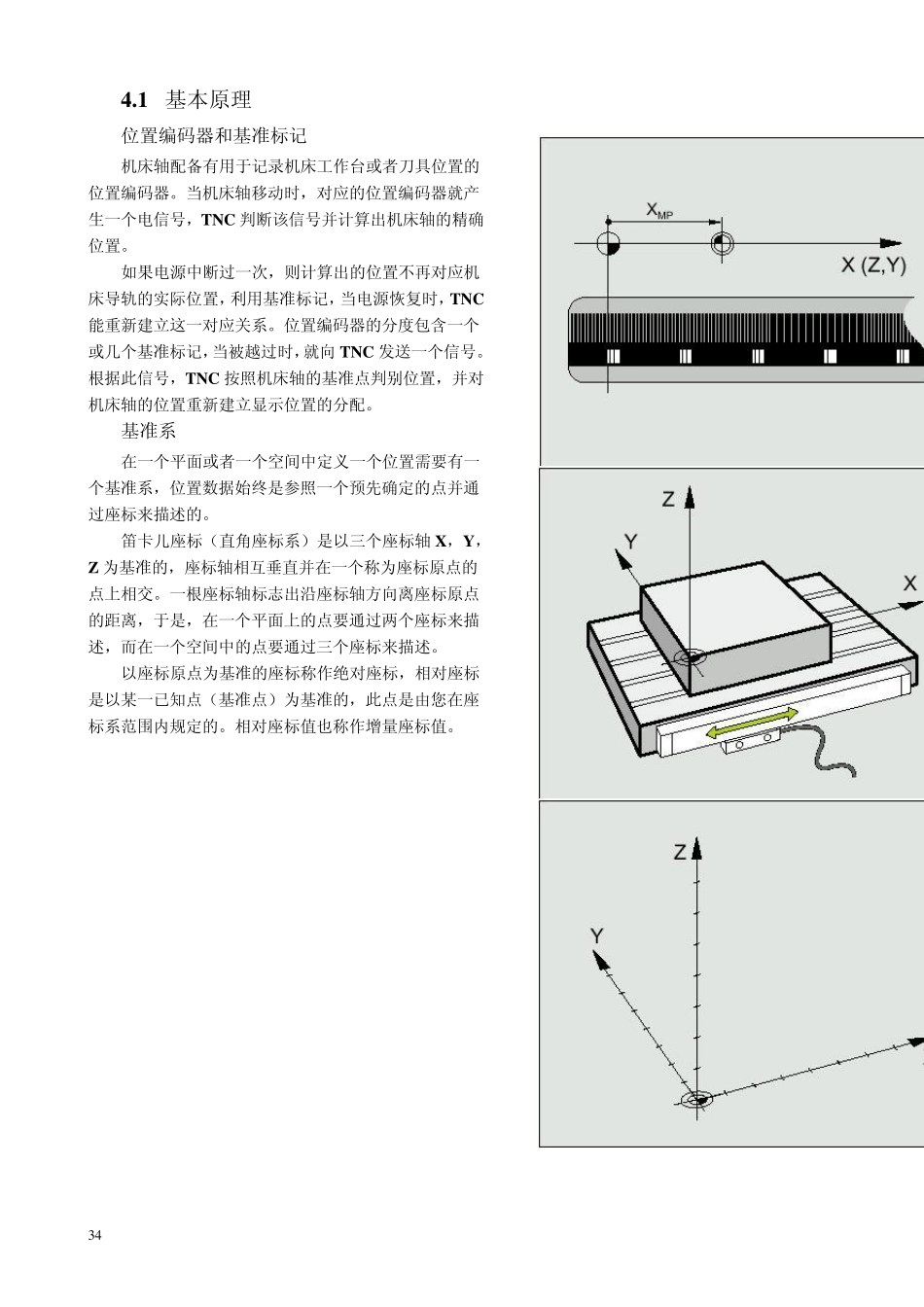
1 基本原理 位置编码器和基准标记 机床轴配备有用于记录机床工作台或者刀具位置的位置编码器
当机床轴移动时,对应的位置编码器就产生一个电信号,TNC 判断该信号并计算出机床轴的精确位置
如果电源中断过一次,则计算出的位置不再对应机床导轨的实际位置,利用基准标记,当电源恢复时,TNC能重新建立这一对应关系
位置编码器的分度包含一个或几个基准标记,当被越过时,就向 TNC 发送一个信号
根据此信号,TNC 按照机床轴的基准点判别位置,并对机床轴的位置重新建立显示位置的分配
基准系 在一个平面或者一个空间中定义一个位置需要有一个基准系,位置数据始终是参照一个预先确定的点并通过座标来描述的
笛卡儿座标(直角座标系)是以三个座标轴X,Y,Z 为基准的,座标轴相互垂直并在一个称为座标原点的点上相交
一根座标轴标志出沿座标轴方向离座标原点的距离,于是,在一个平面上的点要通过两个座标来描述,而在一个空间中的点要通过三个座标来描述
以座标原点为基准的座标称作绝对座标,相对座标是以某一已知点(基准点)为基准的,此点是由您在座标系范围内规定的
相对座标值也称作增量座标值
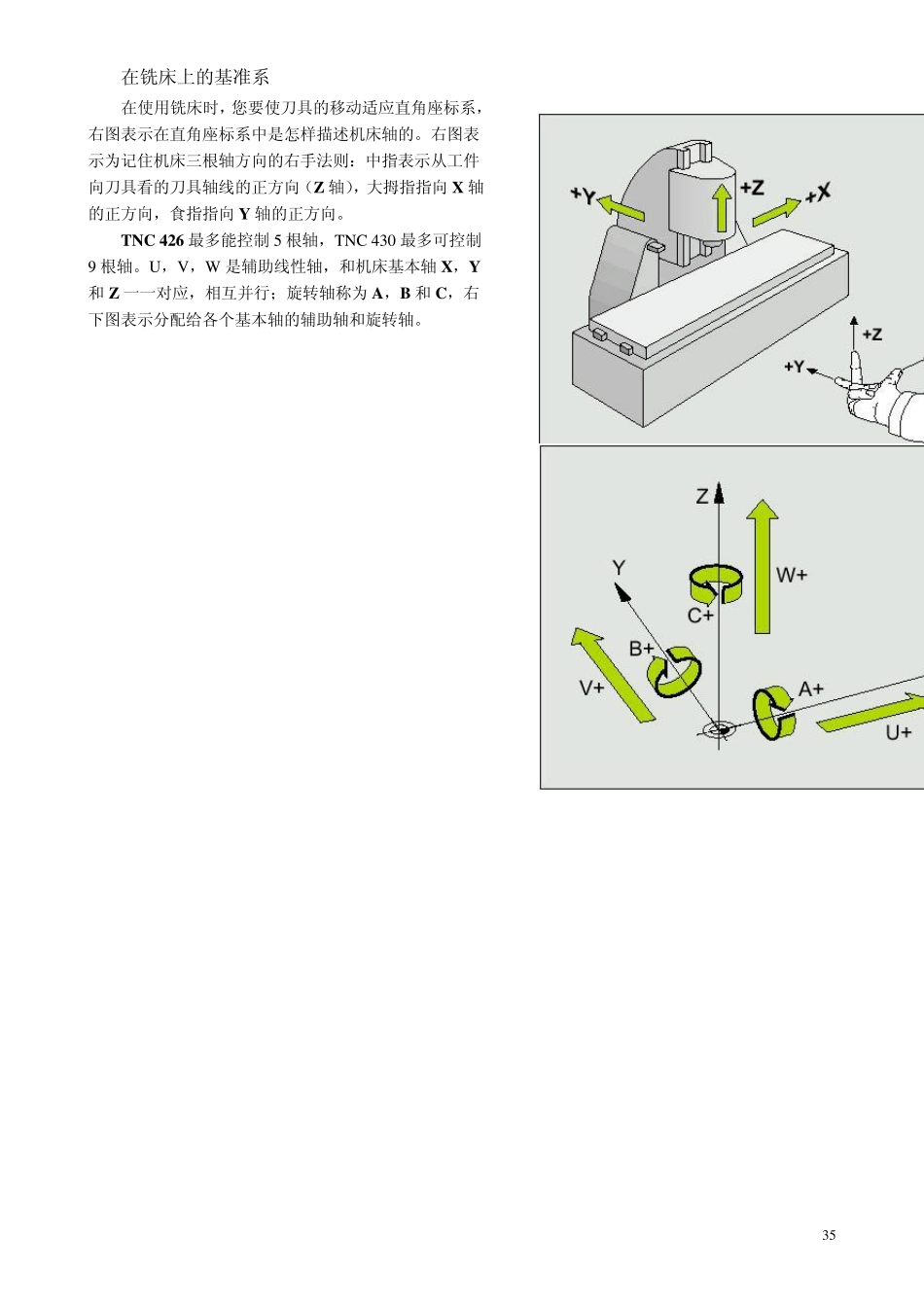
35 在铣床上的基准系 在使用铣床时,您要使刀具的移动适应直角座标系,右图表示在直角座标系中是怎样描述机床轴的
右图表示为记住机床三根轴方向的右手法则:中指表示从工件向刀具看的刀具轴线的正方向(Z 轴),大拇指指向 X 轴的正方向,食指指向 Y 轴的正方向
TNC 426 最多能控制 5 根轴,TNC 430 最多可控制9 根轴
U,V,W 是辅助线性轴,和机床基本轴X,Y和 Z 一一对应,相互并行;旋转轴称为 A,B 和 C,右下图表示分配给各个基本轴的辅助轴和旋转轴
36 极座标 如果产品图是以直角座标标注尺寸,则您可用直角座标编写零件程序