5 编程:刀具 84 5
1 输入刀具相关数据 进给率F 进给率F 是刀具中心移动的速度,单位为mm/分钟或英寸/分钟
每一个轴的最大进给率可以是不同的,在机床参数中设置
输入 您可以在刀具调用程序行和每个定位程序行中输入进给率(参阅117 页“用路径功能键建立程序行”)
快速行程 如果您要编制快速行程程序,输入F MAX
要输入F MAX,在对话提示 Feed rate(进给率) F=
出现 在屏 幕 上 以后即按下ENT 键或者 F MAX 软键
有效持续性 按数字值输入的进给率在程序行执行到不同的进给率之前一直保持有效
F MAX 只有被编入程序行才起作用
当有 F MAX 的程序行被执行以后,进给率即返回到之前最后一次设定的进给率数值
在程序运行期间改变进给率 在程序运行期间您可用进给率修调旋钮改变进给率
主轴转速S 在TOOL CALL 程序行中主轴转速是按每分钟转数(rpm)输入的
编程修改 在零件程序中,您可以只输入主轴转速来修改TOOL CALL 程序行中的主轴转速参数: 编制刀具调用命令:按 TOOL CALL 键
用NO ENT键 忽 略 Tool number
(刀号)对话提问
用NO ENT 键忽略 Working spindle axis X/Y/Z
(工作主轴轴线)对话提问
在对话提问 Spindle speed S=
(主轴转速)时输入新的主轴转速,用END 键确认
在程序运行时修改 在程序运行期间您可用进给率修调旋钮改变主轴转速
2 刀具数据 刀具补偿要求 您通常是按工件图上的尺寸编制仿型路径程序的
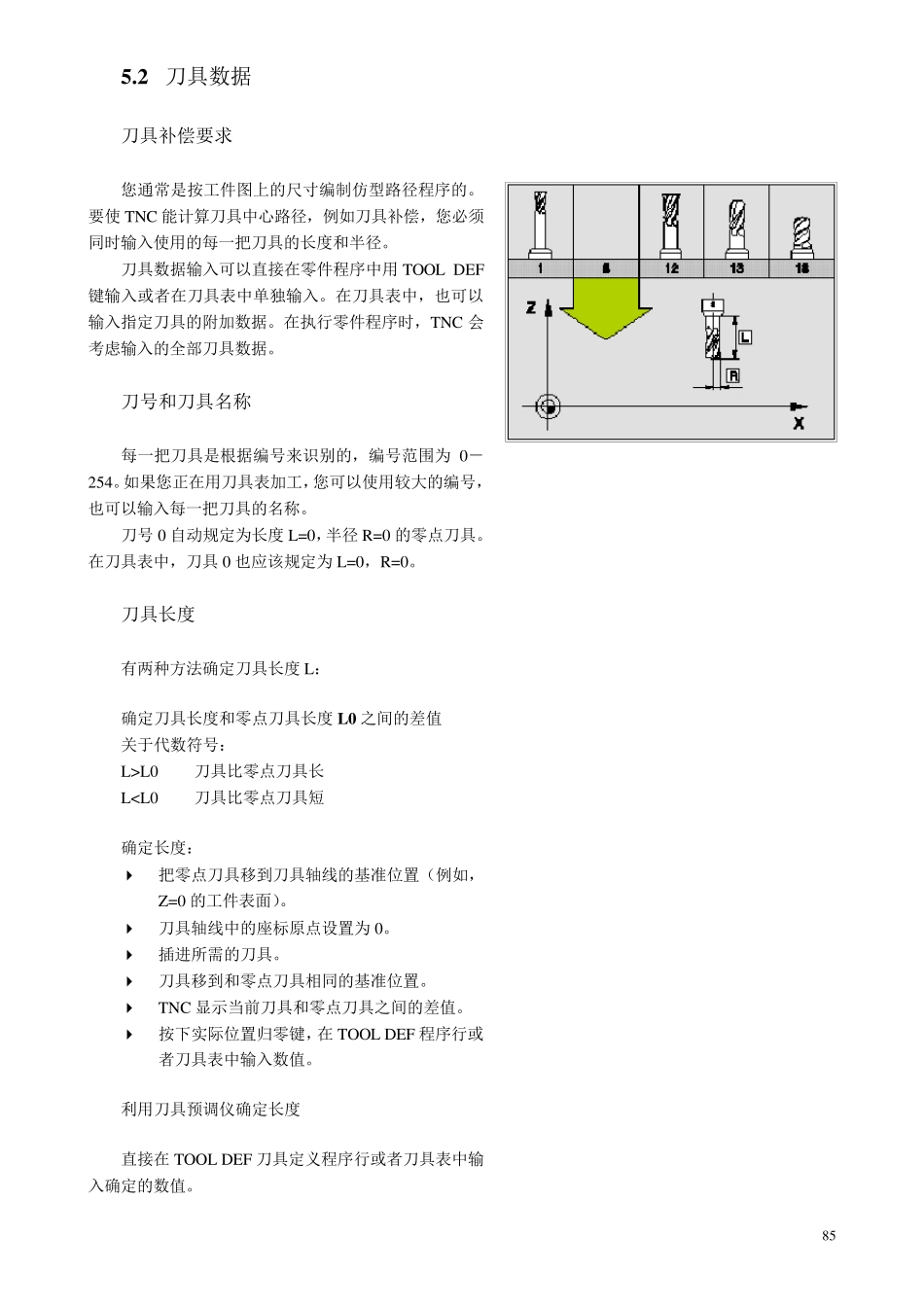
要使 TNC 能计算刀具中心路径,例如刀具补偿,您必须同时输入使用的每一把刀具的长度和半径
刀具数据输入可以直接在零件程序中用 TOOL DEF键输入或者在刀具表中单独输入
在刀具表中,也可以