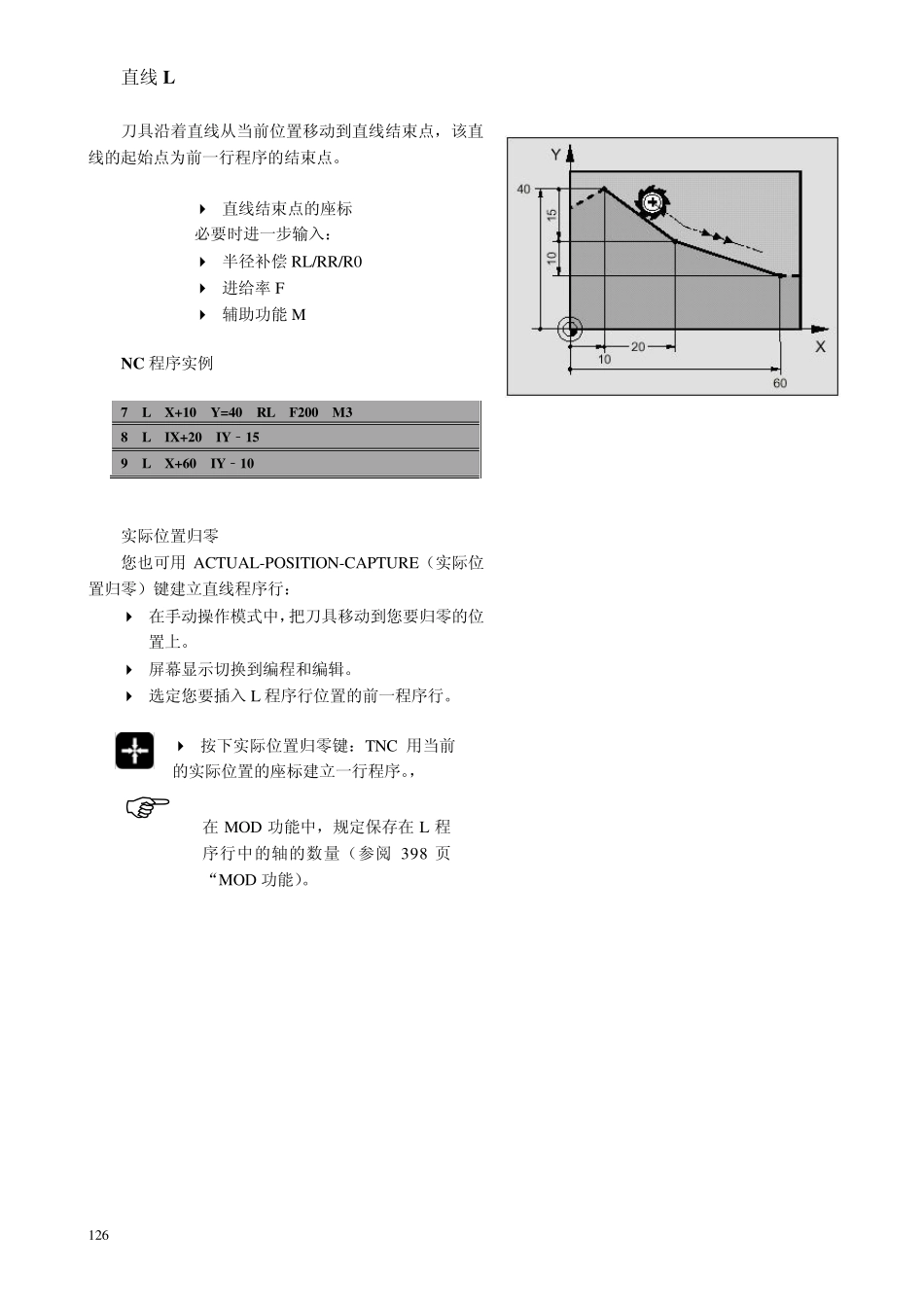
4 仿型路径—直角座标 路径功能的概述 功能 路径功能键 刀具移动 输入要求 直线 L 直线 直线终点座标 倒角:CHF 两条直线交点处倒角 倒角边长 圆心 CC 刀具不移动 圆心或极心座标 圆 C 围绕圆心 CC 圆弧移动到圆弧终点 圆弧终点座标,转动方向 圆弧 CR 确定半径的圆弧 圆弧终点座标,圆弧半径,转动方向 圆弧 CT 和前后型面切线连接的圆弧移动 圆弧终点座标 圆角 RND 和前后型面切线连接的圆弧移动 修圆的圆角半径 FK 自由编程 和前一个型面任意连接的直线或者圆弧移动 参阅 144 页“仿型路径—FK 自由仿型编程” 126 直线L 刀具沿着直线从当前位置移动到直线结束点,该直线的起始点为前一行程序的结束点
直线结束点的座标 必要时进一步输入: 半径补偿RL/RR/R0 进给率F 辅助功能M NC 程序实例 7 L X+10 Y=40 RL F200 M3 8 L IX+20 IY﹣15 9 L X+60 IY﹣10 实际位置归零 您也可用ACTUAL-POSITION-CAPTURE(实际位置归零)键建立直线程序行: 在手动操作模式中,把刀具移动到您要归零的位置上
屏幕显示切换到编程和编辑
选定您要插入L 程序行位置的前一程序行
按下实际位置归零键:TNC 用当前的实际位置的座标建立一行程序
, 在MOD 功能中,规定保存在L 程序行中的轴的数量(参阅398 页“MOD 功能)
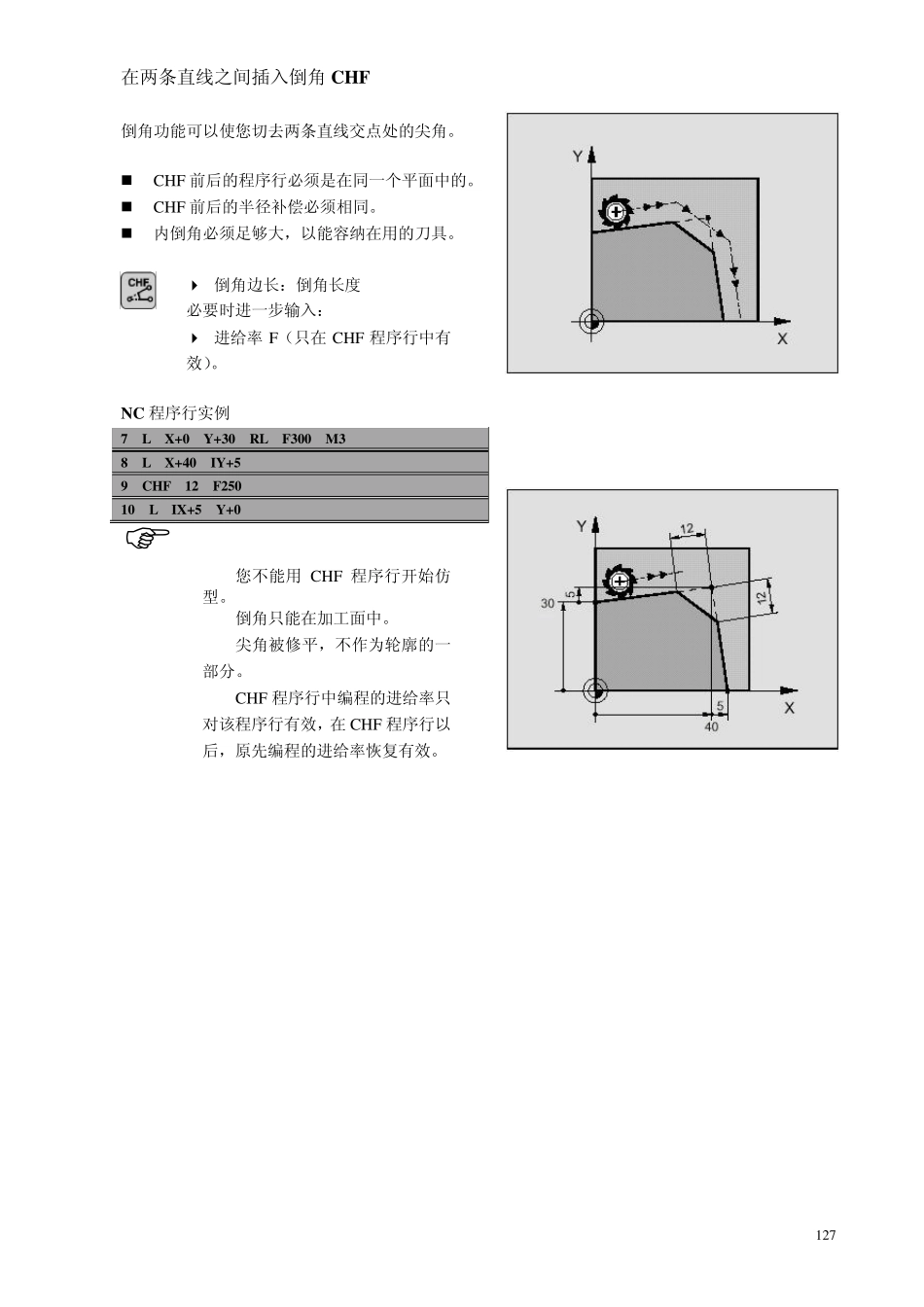
127 在两条直线之间插入倒角CHF 倒角功能可以使您切去两条直线交点处的尖角
CH F 前后的程序行必须是在同一个平面中的
CH F 前后的半径补偿必须相同
内倒角必须足够大,以能容纳在用的刀具
倒角边长:倒角长度 必要时进一步输入: 进给率 F(只在CH F 程序行中有效)