一次性使用无菌注射器 带针产品注册资料之六 生产制造信息 文件编号: X X /X X X X -017-1-2014 页 数: 起 草 人: 日 期: 审 核 人: 日 期: 批 准 人: 日 期: 一次性使用无菌注射器 带针产品注册资料之六 1 目录 条款号 标题 页次 6
1 生产工艺 2 6
1 产品生产工艺过程及其确定的依据 2 6
2 工艺过程质量控制 2 6
2 辅剂、助剂、粘合剂等添加剂安全性 4 6
1 辅剂、助剂、粘合剂等添加剂的材料信息 4 6
2 辅剂、助剂、粘合剂等添加剂的控制方法 8 6
3 生产场地 9 6
1 生产环境 9 6
2 制造车间(净化环境) 9 6
3 非净化环境布局 11 6
4 其他 11 6
1 工艺制水… … … … … … … … … … … … … … … … … … … … … … 11 6
2 压缩客气… … … … … … … … … … … … … … … … … … … … … 11 4
7 脱模剂…………………………………………………………… 12 附件目录 一次性使用无菌注射器 带针产品注册资料之六 2 生产制造信息 6
1 生产工艺 6
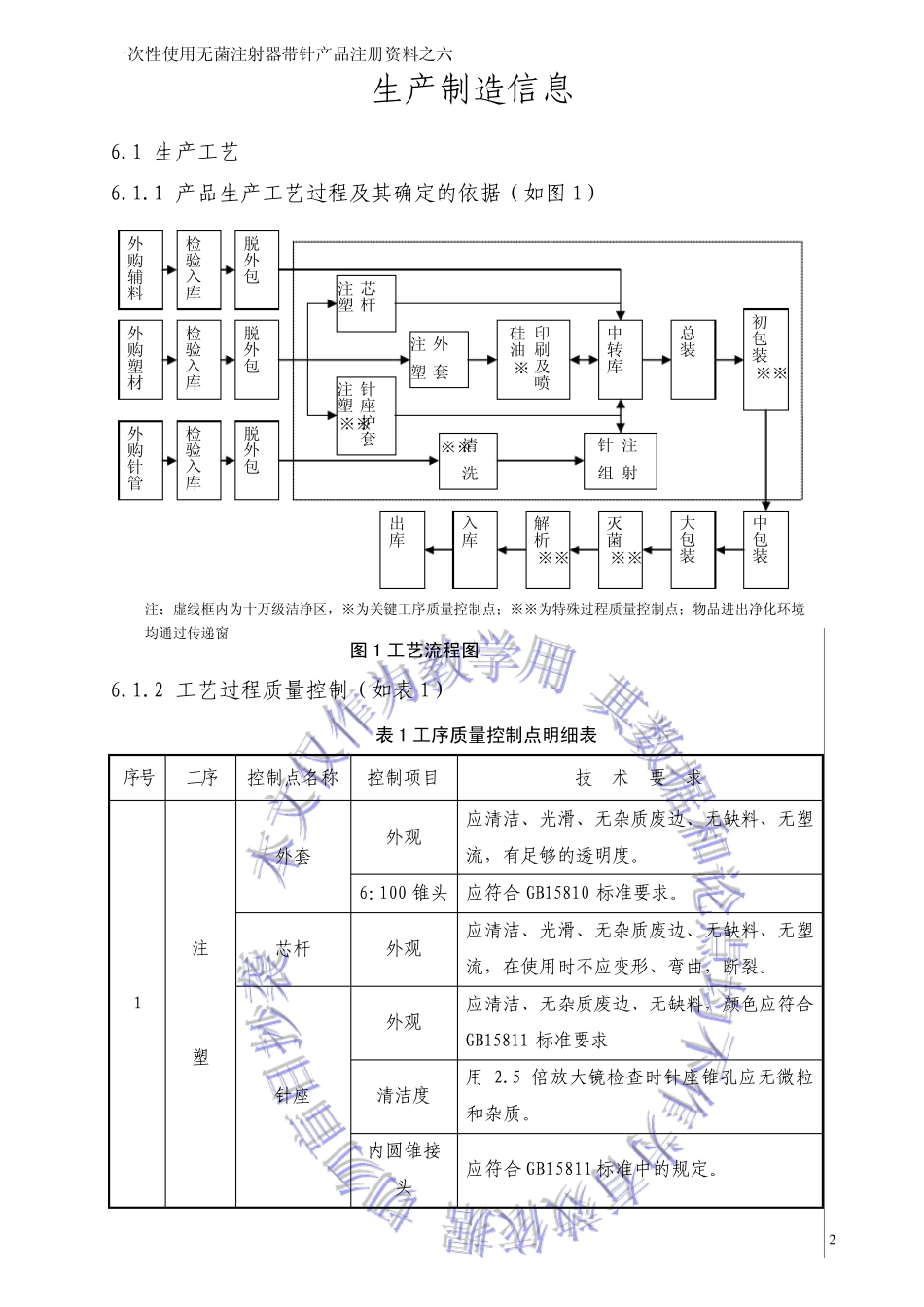
1 产品生产工艺过程及其确定的依据(如图1) 图1 工艺流程图 6
2 工艺过程质量控制(如表1) 表1 工序质量控制点明细表 序号 工序 控制点名称 控制项目 技 术 要 求 1 注 塑 外套 外观 应清洁、光滑、无杂质废边、无缺料、无塑流,有足够的透明度
6:100 锥头 应符合 GB15810 标准要求
芯杆 外观 应清洁、光滑、无杂质废边、无缺料、无塑流,在使用时不应变形、弯曲,断裂
针座 外观 应清洁、无杂质废边、无缺料,颜色应符合GB15811 标准要求 清洁度 用 2
5 倍放大镜检查时针座锥孔应无微粒和杂