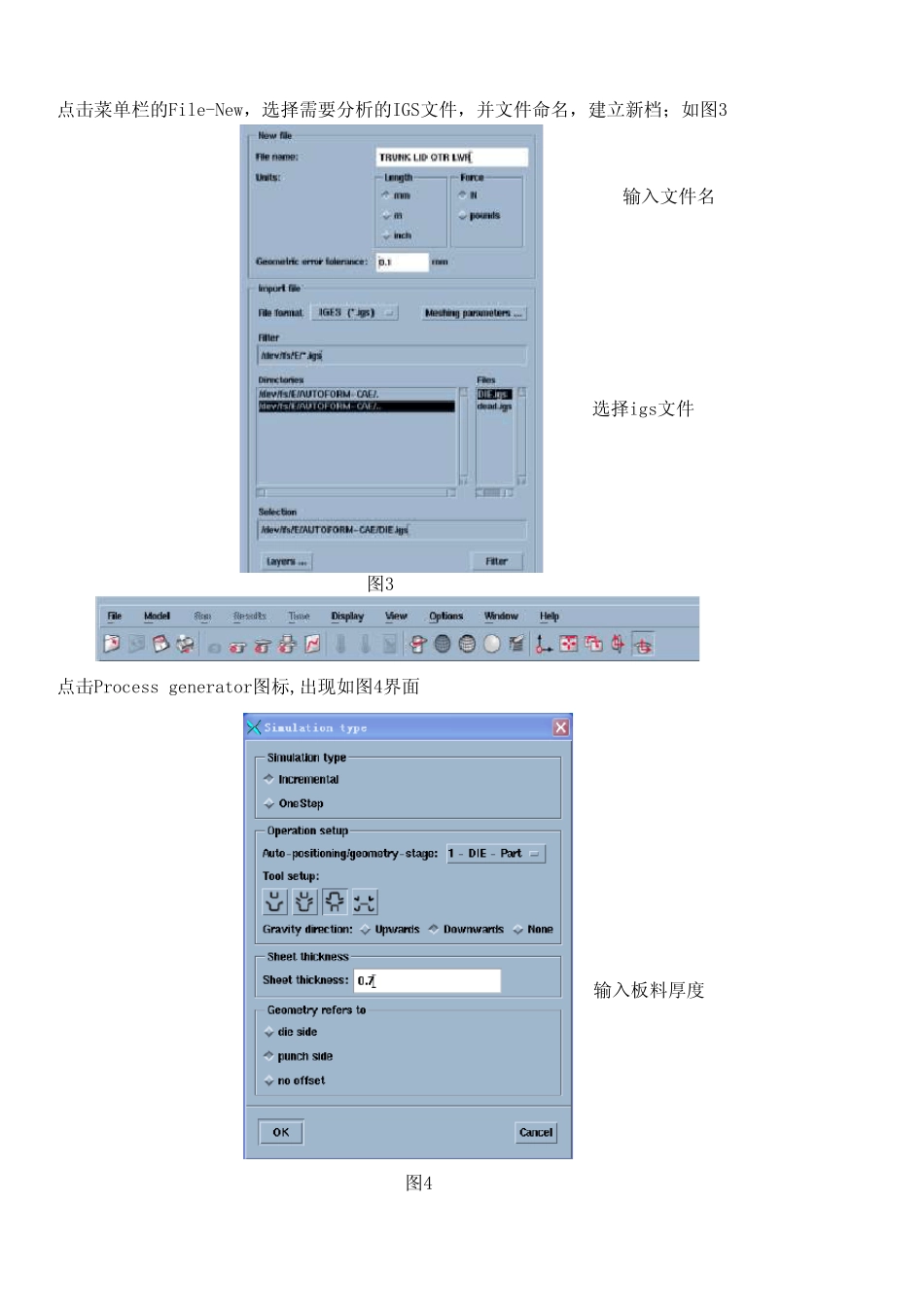
AUTOFORM简明操作过程启动AUTOFORM,如图1,选择incremental seat增量算法,点OK,出现启动后主界面,如图2;图1图2点击菜单栏的File-New,选择需要分析的IGS文件,并文件命名,建立新档;如图3点击Process generator图标,出现如图4界面图3图4输入文件名选择igs文件输入板料厚度设置料片,可外界导入,也可直接绘制,如图6,图7
绘制料片线进入Process generator设置界面,未设置项为红色显示,如图5图5料片线输入坐标值图6图7依次选择die, punch, binder
各自参数设置如下:开始设置工具Tools,如图8为为设置状态图8按范围选择凹模运动行程,该例设为200凹模位于板料上方压边圈拉延行程该例设为80压边圈位于板料下方凸模位于板料下方binder选择工具中心Process设置,设置参数如下图:重力加载项即模具装在压机上的初始状态闭合状态即凹模和压板圈的压料过程速度V=1时间Time=S/V=S/1=S故closing和drawingTime设置数值如下计算die:200binder:80closing=die-binder=120drawing=binder=80摩擦系数Lube 添加拉延筋,Add drawbead
AutoForm采用等效拉延筋拉延过程即料片压紧后到拉延到底的板料成形过程AutoForm默认状态为0
15更改此系数对成形效果影响较大,有时更改一下拉延效果会很漂亮恒定压边力,根据实际设定添加拉延筋设置前后对比如下图结果控制:拉延筋宽度一般设12或15阻尼力根据需要可更改可外界导入或直接绘制重新计算/断点续算:标记设置为各工序的结尾
如果后续需要计算修边、翻边等,须选择此项输出选项一般选择ALL ON,以便显示所有的结果
结果选项设置完后,工具位置开始计算开始模拟计算检查:各行程是