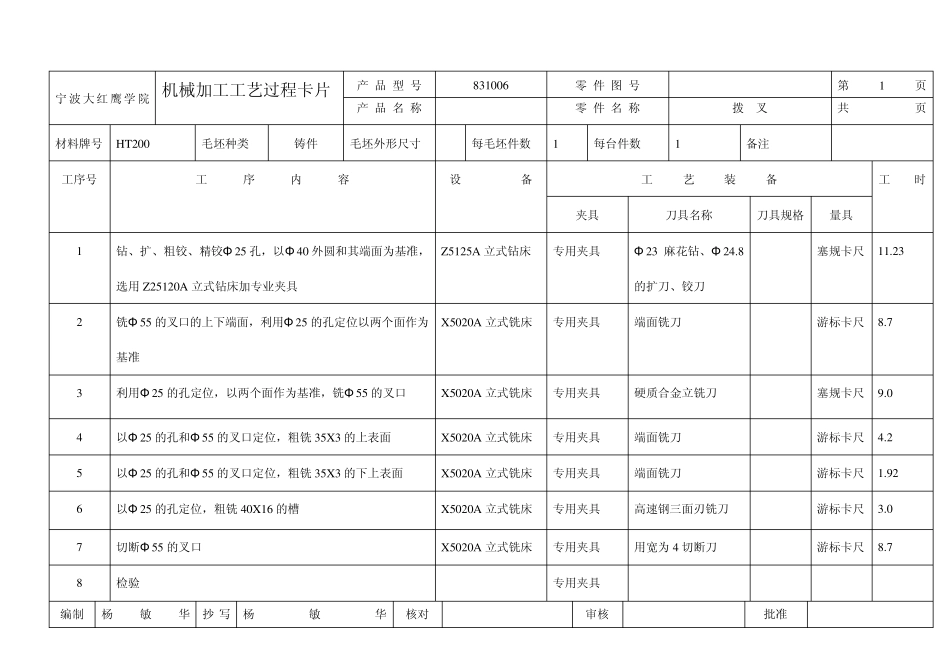
宁波大红鹰学院 机械加工工艺过程卡片 产 品 型 号 831006 零 件 图 号 第1页 产 品 名 称 零 件 名 称 拨 叉 共页 材料牌号 HT200 毛坯种类 铸件 毛坯外形尺寸 每毛坯件数 1 每台件数 1 备注 工序号 工 序 内 容 设 备 工 艺 装 备 工 时 夹具 刀具名称 刀具规格 量具 1 钻、扩、粗铰、精铰Φ 25 孔,以Φ 40 外圆和其端面为基准,选用 Z25120A 立式钻床加专业夹具 Z5125A 立式钻床 专用夹具 Φ 23 麻花钻、Φ 24
8的扩刀、铰刀 塞规卡尺 11
23 2 铣Φ 55 的叉口的上下端面,利用Φ 25 的孔定位以两个面作为基准 X5020A 立式铣床 专用夹具 端面铣刀 游标卡尺 8
7 3 利用Φ 25 的孔定位,以两个面作为基准,铣Φ 55 的叉口 X5020A 立式铣床 专用夹具 硬质合金立铣刀 塞规卡尺 9
0 4 以Φ 25 的孔和Φ 55 的叉口定位,粗铣 35X3 的上表面 X5020A 立式铣床 专用夹具 端面铣刀 游标卡尺 4
2 5 以Φ 25 的孔和Φ 55 的叉口定位,粗铣 35X3 的下上表面 X5020A 立式铣床 专用夹具 端面铣刀 游标卡尺 1
92 6 以Φ 25 的孔定位,粗铣 40X16 的槽 X5020A 立式铣床 专用夹具 高速钢三面刃铣刀 游标卡尺 3
0 7 切断Φ 55 的叉口 X5020A 立式铣床 专用夹具 用宽为 4 切断刀 游标卡尺 8
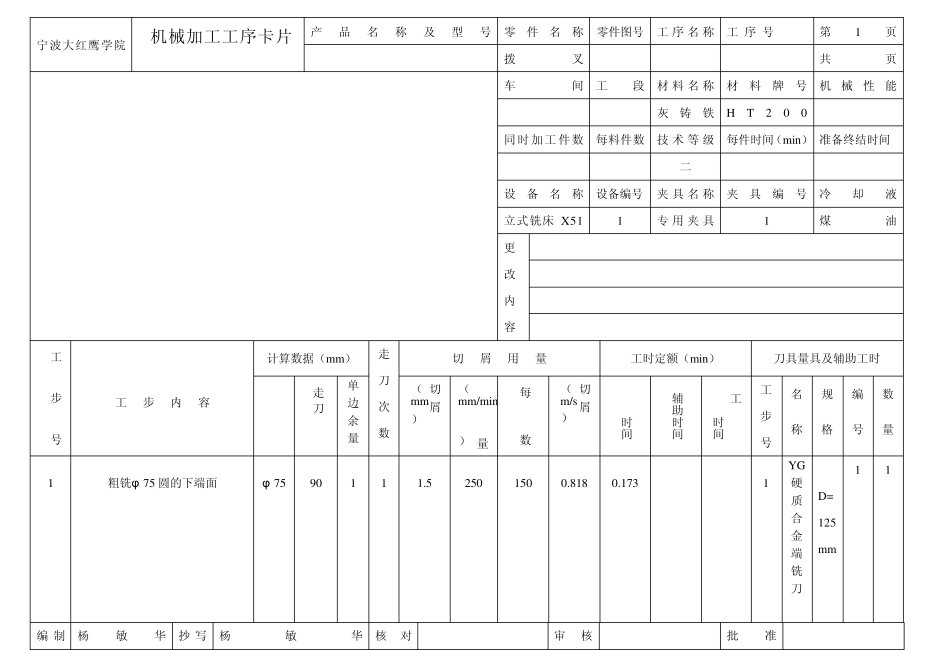
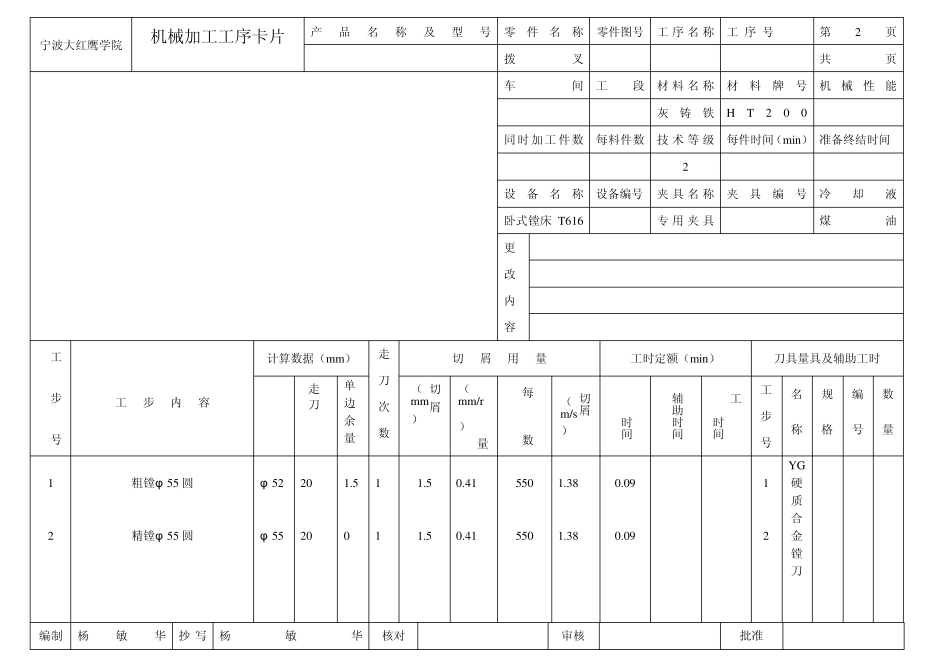
7 8 检验 专用夹具 编制 杨敏华 抄 写 杨敏华 核对 审核 批准 宁波大红鹰学院 机械加工工序卡片 产品名称及型号 零件名称 零件图号 工序名称 工序号 第1页 拨叉 共页 车间 工段 材料名称 材料牌号 机械性能 灰铸铁 HT200 同时加工件数 每料件数 技术等级 每件时间(min) 准备终结时间 二 设备名称