二氧化碳气体保护焊 4
1 焊接基本原理 1 气体保护电弧焊的原理 气体保护电弧焊是用外加气体作为电弧介质并保护电弧和焊接区的电弧焊
它直接依靠从喷嘴中送出的气流,在电弧周围造成局部的气体保护层,使电极端部\熔滴\熔池与空气隔离开来,从而保证焊接过程的稳定性,并获得高质量的焊缝
气体保护电弧焊分为非熔化极气电焊和熔化极气电焊两种
2 特点 1) 采用明弧焊,可见度好,操作方便,由于气体是喷射的,适合全位置焊接,有利于机械化\自动化
2) 电弧热量集中,焊件变形小,裂纹倾向不大,适于薄板焊接
3) 利用氩\氦作保护气,焊接活泼性强的金属时焊接质量好
4) 电弧光辐射强,焊接设备较复杂
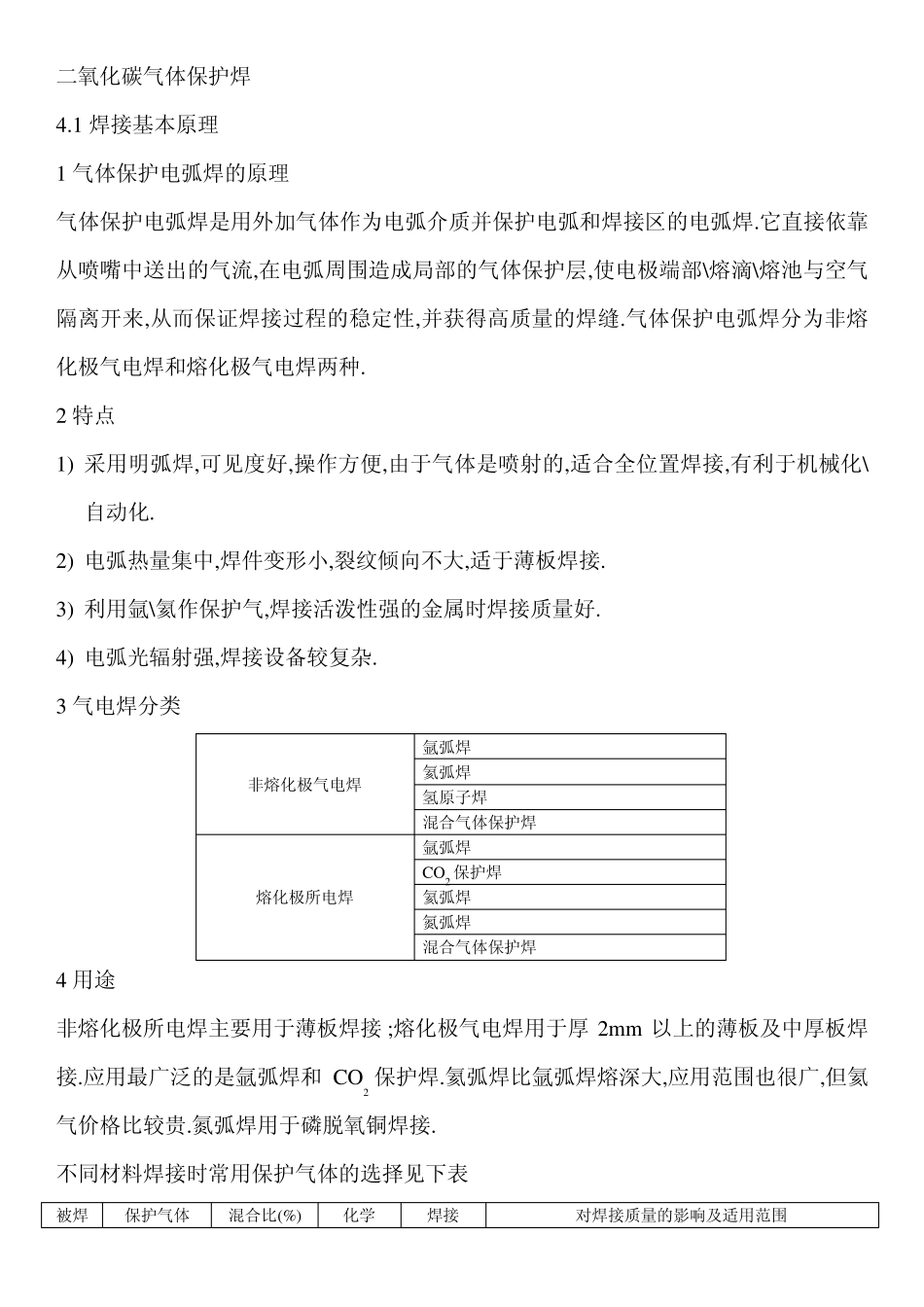
3 气电焊分类 非熔化极气电焊 氩弧焊 氦弧焊 氢原子焊 混合气体保护焊 熔化极所电焊 氩弧焊 CO2 保护焊 氦弧焊 氮弧焊 混合气体保护焊 4 用途 非熔化极所电焊主要用于薄板焊接 ;熔化极气电焊用于厚2m m以上的薄板及中厚板焊接
应用最广泛的是氩弧焊和 CO2 保护焊
氦弧焊比氩弧焊熔深大,应用范围也很广,但氦气价格比较贵
氮弧焊用于磷脱氧铜焊接
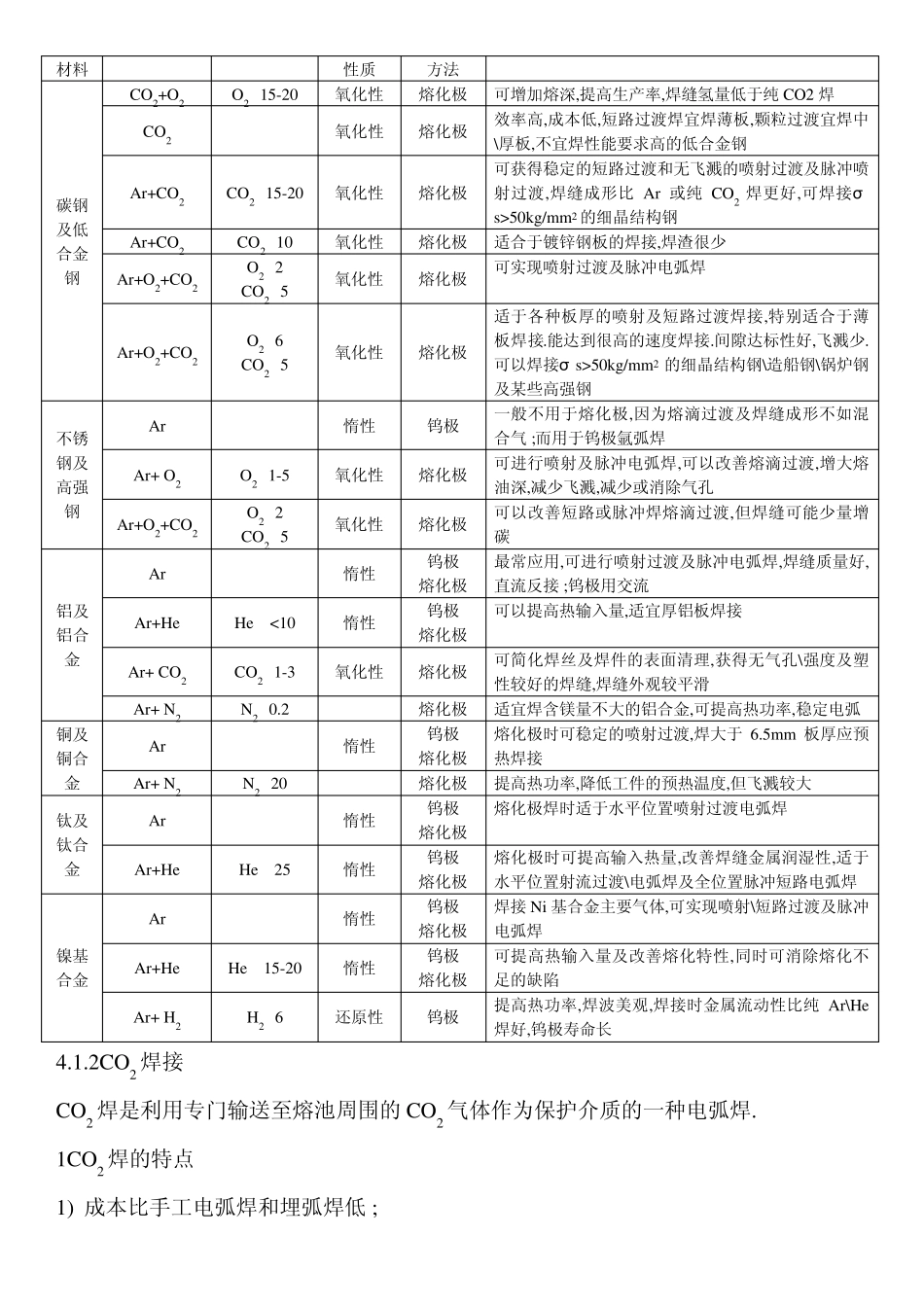
不同材料焊接时常用保护气体的选择见下表 被焊保护气体 混合比(%) 化学 焊接 对焊接质量的影响及适用范围 材料 性质 方法 碳钢及低合金钢 CO2+O2 O2 15-20 氧化性 熔化极 可增加熔深,提高生产率,焊缝氢量低于纯CO2 焊 CO2 氧化性 熔化极 效率高,成本低,短路过渡焊宜焊薄板,颗粒过渡宜焊中\厚板,不宜焊性能要求高的低合金钢 Ar+CO2 CO2 15-20 氧化性 熔化极 可获得稳定的短路过渡和无飞溅的喷射过渡及脉冲喷射过渡,焊缝成形比Ar 或纯CO2 焊更好,可焊接σs>50kg/mm2 的细晶结构钢 Ar+CO2 CO2 10 氧化性 熔化极 适合于镀锌钢板的焊接,焊渣很少 Ar+O2+CO2 O2 2