共7 页-第1 页 CO2 气体保护焊工艺 1
1 按要求备制坡口,坡口及其对接边两侧20mm 范围内的母材表面和焊丝表面必须将油污、氧化皮、铁锈斑、水等污染杂质用丙酮之类溶剂擦洗干净
2 检查电源是否有故障,可插上电源看空载电压是否正常
如指值与额定空载电压的偏差超过±5V,说明电源发生故障,应排除后再焊
3 查送丝是否顺畅,是否稳定,丝轮是否压紧
4 查送气和冷却系统软管是否破损,软管接头螺纹是否松动,是否有泄漏,如有,应修复后再施焊
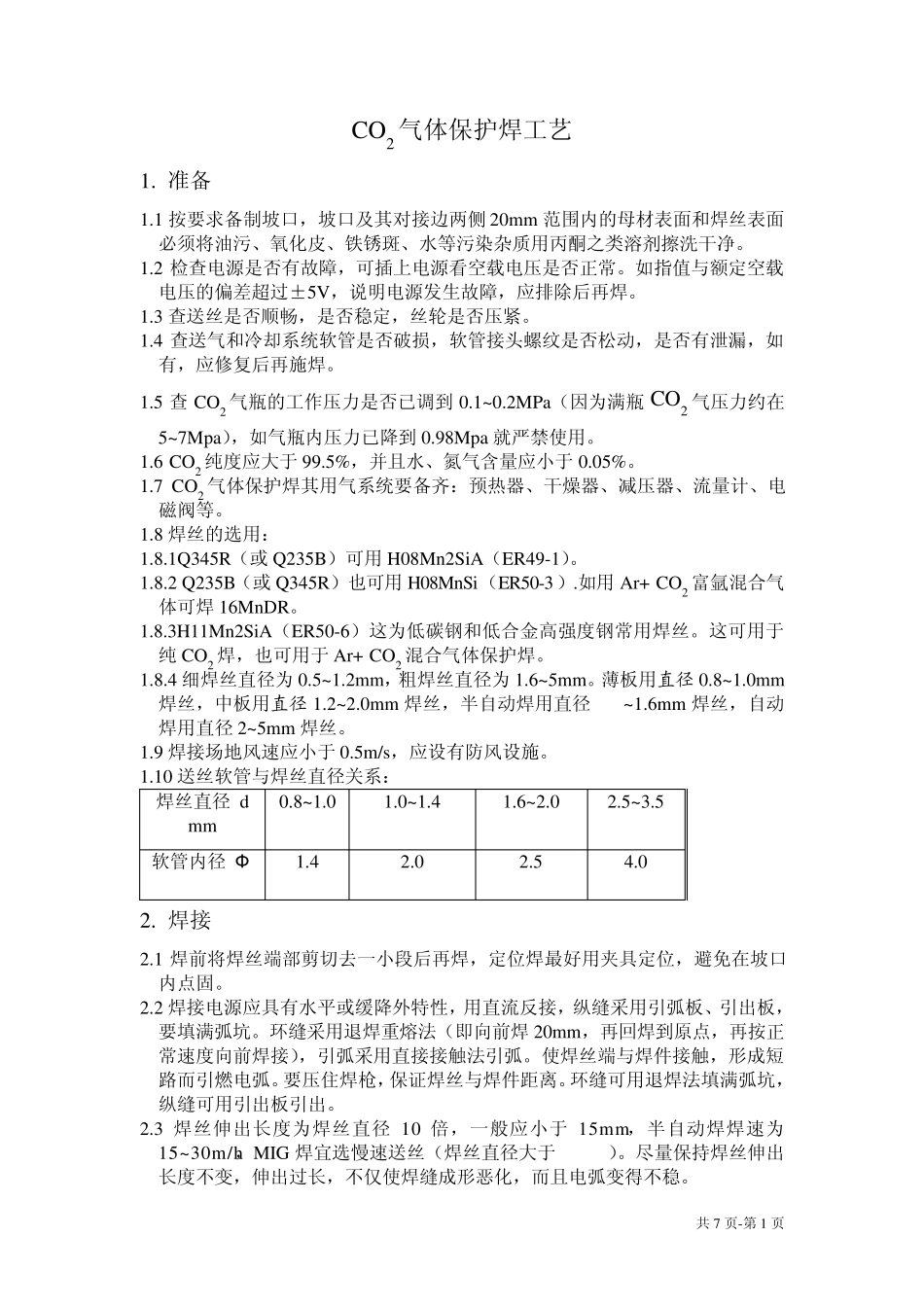
5 查CO2 气瓶的工作压力是否已调到 0
2MPa(因为满瓶 CO2 气压力约在5~ 7Mpa),如气瓶内压力已降到 0
98Mpa 就严禁使用
6 CO2 纯度应大于 99
5%,并且水、氮气含量应小于 0
7 CO2 气体保护焊其用气系统要备齐:预热器、干燥器、减压器、流量计、电磁阀等
8 焊丝的选用: 1
1Q345R(或 Q235B)可用H08Mn2SiA(ER49-1)
2 Q235B(或 Q345R)也可用H08MnSi(ER50-3)
如用Ar+ CO2 富氩混合气体可焊16MnDR
3H11Mn2SiA(ER50-6)这为低碳钢和低合金高强度钢常用焊丝
这可用于纯 CO2 焊,也可用于 Ar+ CO2 混合气体保护焊
4 细焊丝直径为 0
2mm,粗焊丝直径为 1
6~ 5mm
薄板用直径0
0mm焊丝,中板用直径1
0mm 焊丝,半自动焊用直径 0
6mm 焊丝,自动焊用直径 2~ 5mm 焊丝
9 焊接场地风速应小于 0
5m/s,应设有防风设施
10 送丝软管与焊丝直径关系: 焊丝直径 d mm 0