1 CO2 气 体保护焊工艺参数 CO2 气体保护焊工艺参数除了与一般电弧焊相同的电流、电压、焊接速度、焊丝直径及倾斜角等参数以外,还有CO2 气体保护焊所特有的保护气成分配比及流量、焊丝伸出长度、保护气罩与工件之间距离等对焊缝成形和质量有重在影响
⑴焊接电流和电压的影响
与其他电弧焊接方法相同的是,当电流大时焊缝熔深大,余高大;当电压高时熔宽大,熔深浅
反之则得到相反的焊缝成形
同时焊接电流律为送丝速度大则焊接电流大,熔敷速度大,生产效率高
采用恒压电源等速成送丝系统时,一般规律为送丝速度大则焊接电流大,熔敷速度随之增大
但对CO2 气体保护焊来说,电流、电压对熔滴过渡形式有更为特殊的影响,进而影响焊接电弧的稳定性及焊缝形成
因而有必要对熔滴过渡形式进行更深一步的阐述
在电弧焊中焊丝作为外加电场的一极(用直流电源,焊丝接正极时称为直流反接,接负极时称为直流正接),在电弧激发后被产生的电弧热熔化而形成熔滴向母材熔池过渡,其过渡形式有多种,因焊接方法、工艺参当选变化而异,对于 CO2 气体保护焊而言,主要存在三种熔滴过渡形式,即短路过渡、滴状过渡、射滴过渡
以下简过这三种过渡形式的特点、与工艺参数(主要是电流、电压)的关系以及其应用范围
短路过度是在细焊丝、低电压和小电流情况下发生的
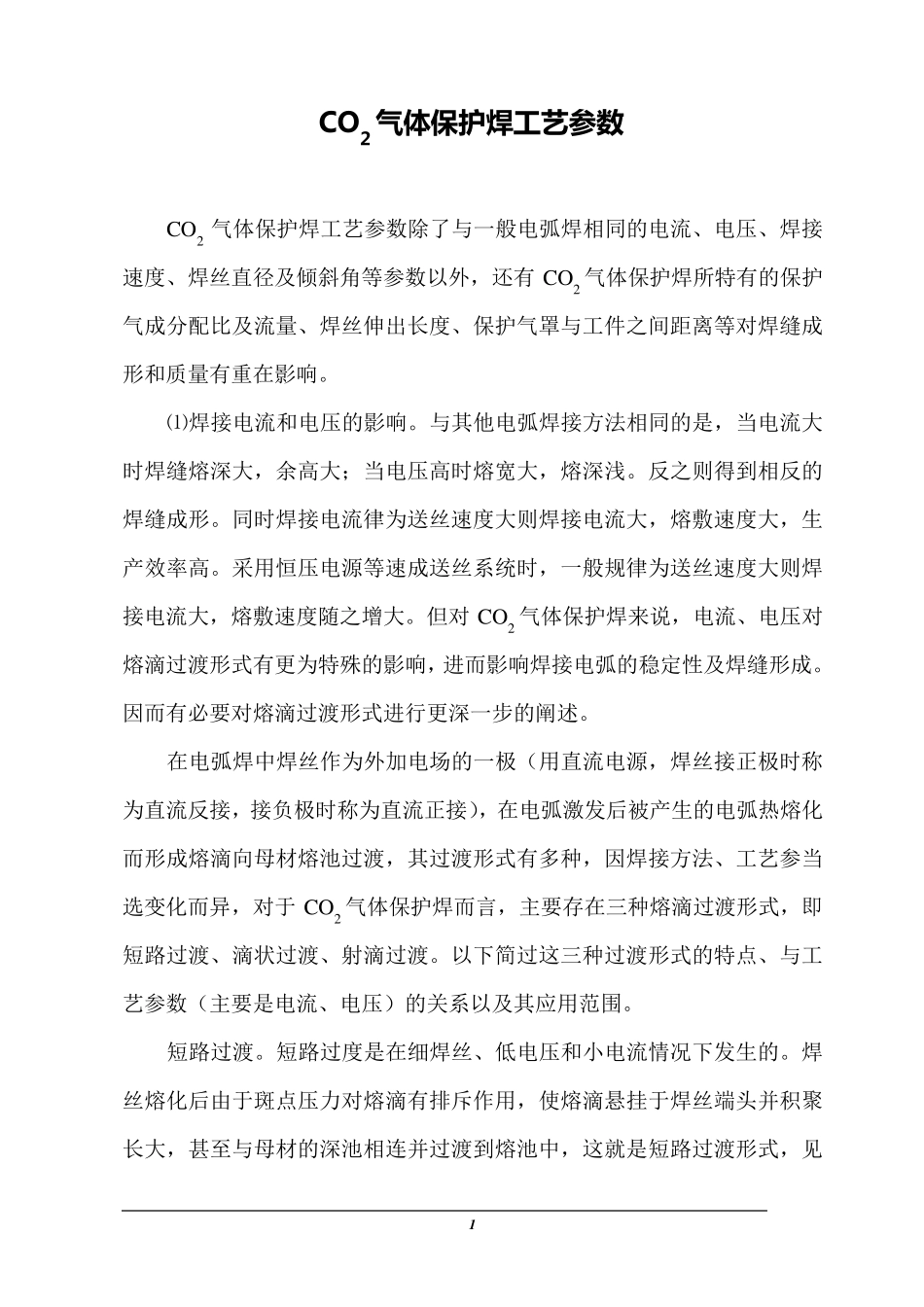
焊丝熔化后由于斑点压力对熔滴有排斥作用,使熔滴悬挂于焊丝端头并积聚长大,甚至与母材的深池相连并过渡到熔池中,这就是短路过渡形式,见2 下图: ( )短路前( )短路时( )短路后 1)过渡主要特征是短路时间和短路频率
影响短路过渡稳定性的因素主要是电压,电压约为 18~ 21V 时,短路时间较长,过程较稳定
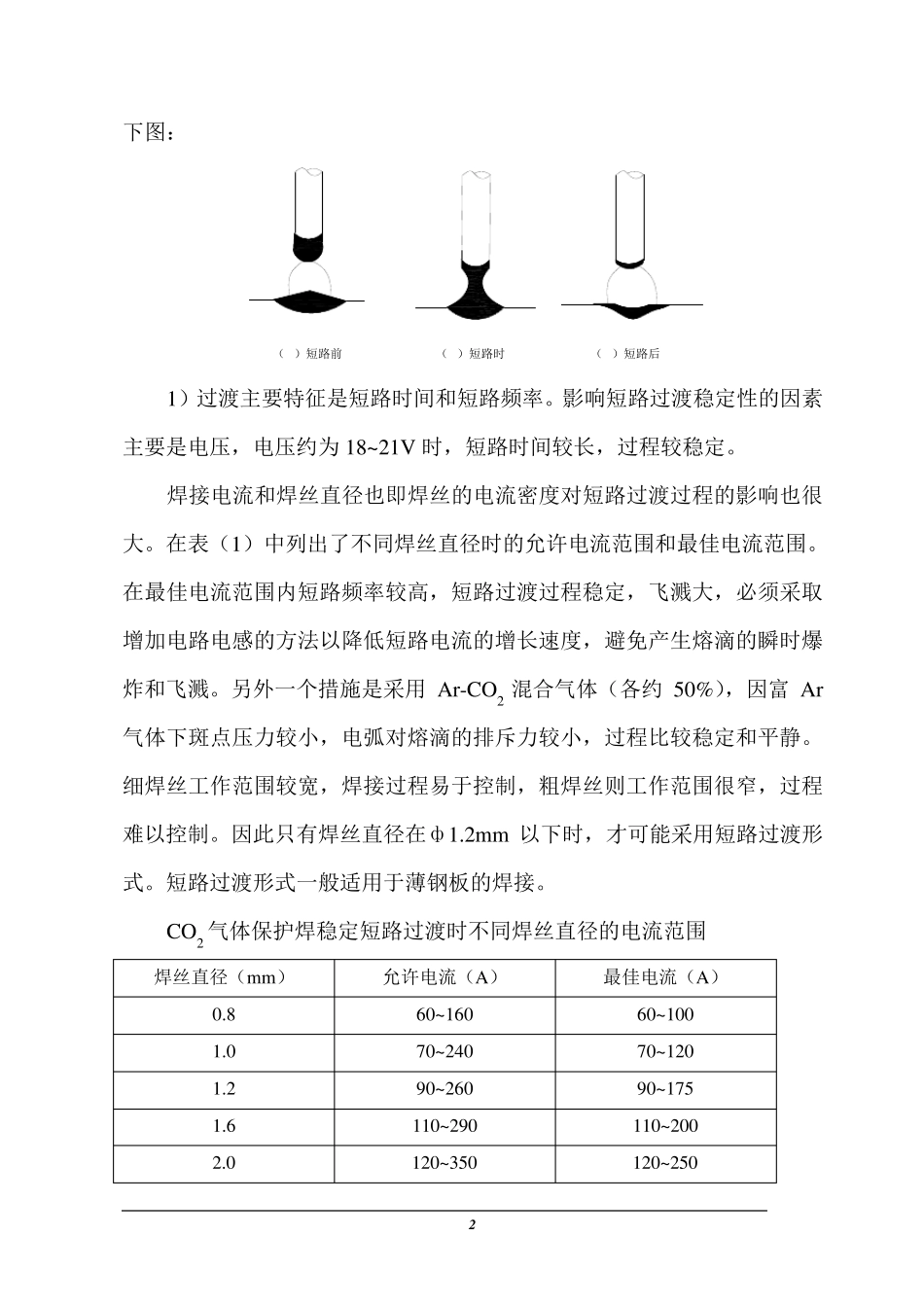
焊接电流和焊丝直径也即焊丝的电流密度对短路过渡过程的影响也很大
在表(1)中列出了不同焊丝直径时的允许电流范围和最佳电流范围
在最佳电流范围内短路频率较高,短路过渡过程稳定