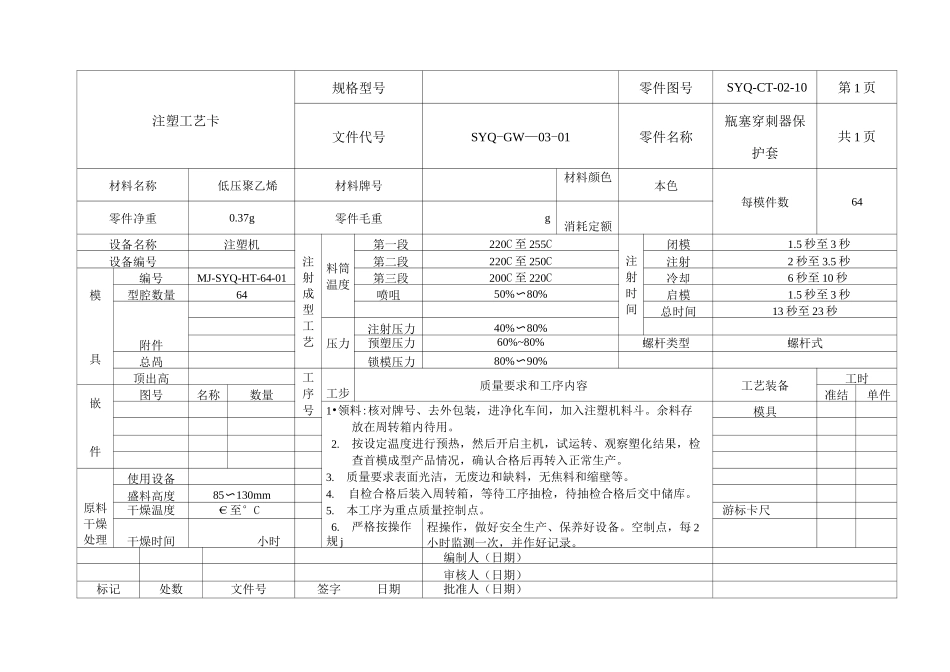
注塑工艺卡规格型号零件图号SYQ-CT-02-10第 1 页文件代号SYQ-GW—03-01零件名称瓶塞穿刺器保护套共 1 页材料名称低压聚乙烯材料牌号材料颜色本色每模件数64零件净重0
37g零件毛重g消耗定额设备名称注塑机注射成型工艺料筒温度第一段220C 至 255C注射时间闭模1
5 秒至 3 秒设备编号第二段220C 至 250C注射2 秒至 3
5 秒模具编号MJ-SYQ-HT-64-01第三段200C 至 220C冷却6 秒至 10 秒型腔数量64喷咀50%〜80%启模1
5 秒至 3 秒附件总时间13 秒至 23 秒压力注射压力40%〜80%预塑压力60%~80%螺杆类型螺杆式总咼锁模压力80%〜90%顶出高工序号工步质量要求和工序内容工艺装备工时嵌件图号名称数量准结单件1•领料:核对牌号、去外包装,进净化车间,加入注塑机料斗
余料存放在周转箱内待用
按设定温度进行预热,然后开启主机,试运转、观察塑化结果,检查首模成型产品情况,确认合格后再转入正常生产
质量要求表面光洁,无废边和缺料,无焦料和缩壁等
自检合格后装入周转箱,等待工序抽检,待抽检合格后交中储库
本工序为重点质量控制点
模具原料干燥处理使用设备盛料高度85〜130mm干燥温度€至°C游标卡尺干燥时间小时6
严格按操作规 j程操作,做好安全生产、保养好设备
空制点,每 2小时监测一次,并作好记录
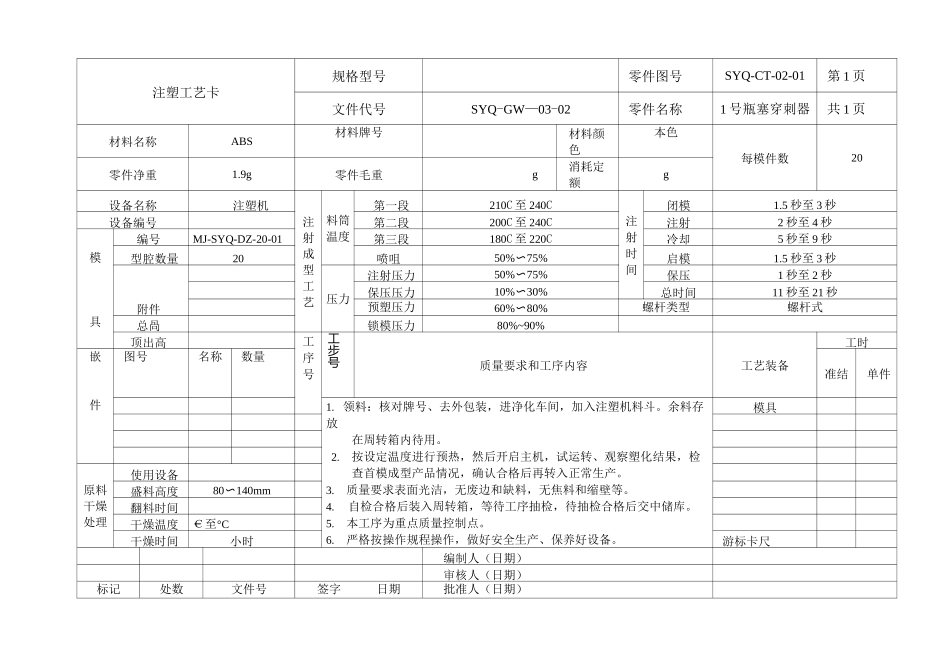
编制人(日期)审核人(日期)标记处数文件号签字日期批准人(日期)注塑工艺卡规格型号零件图号SYQ-CT-02-01第 1 页文件代号SYQ-GW—03-02零件名称1 号瓶塞穿刺器共 1 页材料名称ABS材料牌号材料颜色本色每模件数20零件净重1
9g零件毛重g消耗定额g设备名称注塑机注射成型工艺料筒温度第一段210C 至 240C注射时间闭模1
5 秒至 3 秒设备编号第二段200C 至