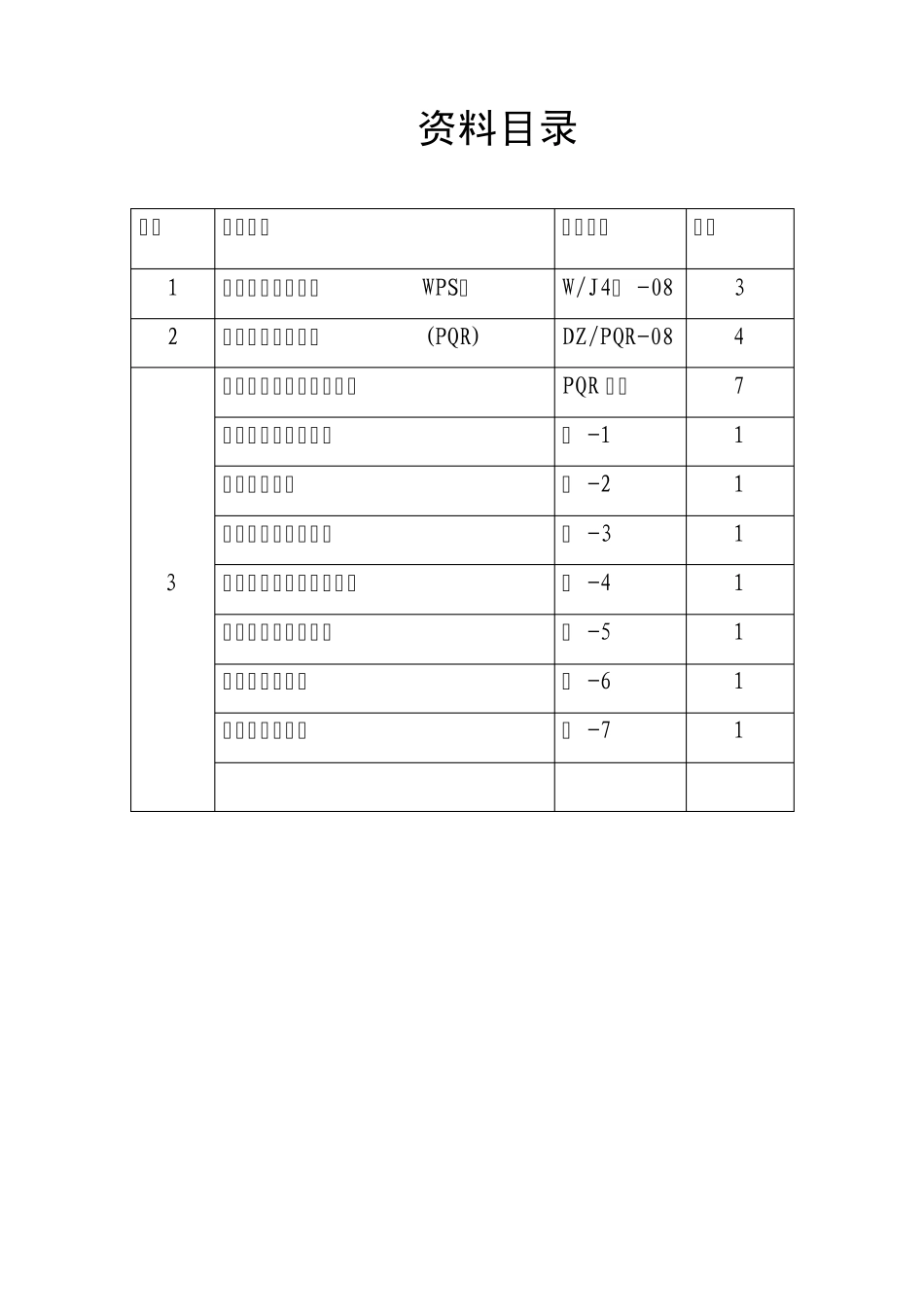
焊接工艺评定资料 (WPQ) 编 号 : DZ/WPQ-08 名 称 : 25(Ⅰ类钢号) 用 J422 手工电弧焊的对接焊工艺评定 执行标准:JB4708-2000 《钢制压力容器焊接工艺评定》 (参照ASME 1X 卷 QW 焊接评定篇) 母材型号:25(Ⅰ类钢号) 焊材型号(牌号): E4303(J422) 完成日期: 大众阀门集团有限公司 WPQ资料目录 序号 资料名称 资料编号 页数 1 焊接工艺指导书(WPS) W/J4Ⅰ -08 3 2 焊接工艺评定报告(PQR) DZ/PQR-08 4 3 评定检验原始记录与报告 PQR 附录 7 ①焊材进货检验报告 附 -1 1 ②质量证明书 附 -2 1 ③焊材化学成分分析 附 -3 1 ④焊工技能资格评定记录 附 -4 1 ⑤试样外观检查记录 附 -5 1 ⑥机械试验报告 附 -6 1 ⑦渗透检验报告 附 -7 1 焊接工艺指导书 WPS 编 号 : W/J4Ⅰ -08 执行标准: JB 4708-2000 《钢制压力容器焊接工艺评定》 (参照ASME 1X 卷 QW 焊接评定篇) 母材钢号:25 焊材型号(牌号): E4303( J422) 焊接方法: 手工电弧焊(SMAW)对接焊 编 制 : 审 核 : 批 准 : 日 期: 大众阀门集团有限公司 焊接工艺指导书(规程)WPS 单位名称: 大众阀门集团有限公司 焊接工艺指导书编号: W/J4Ⅰ-08 日期: 所依据的焊接工艺评定报告编号: DZ/PQR-08 焊接方法: 手工电弧堆焊(SMAW) 1、试样简图:(QW-402) 说明:1、试板尺寸参照GB/T150/E2
1; 坡口尺寸按GB/T985
1设计 2、本指导书(WPS)按JB/T1613-93,JB/T4708-2000 和JB/T4709-2007执行
3、文件中钢材类别号的分类分组方法按GB/T2