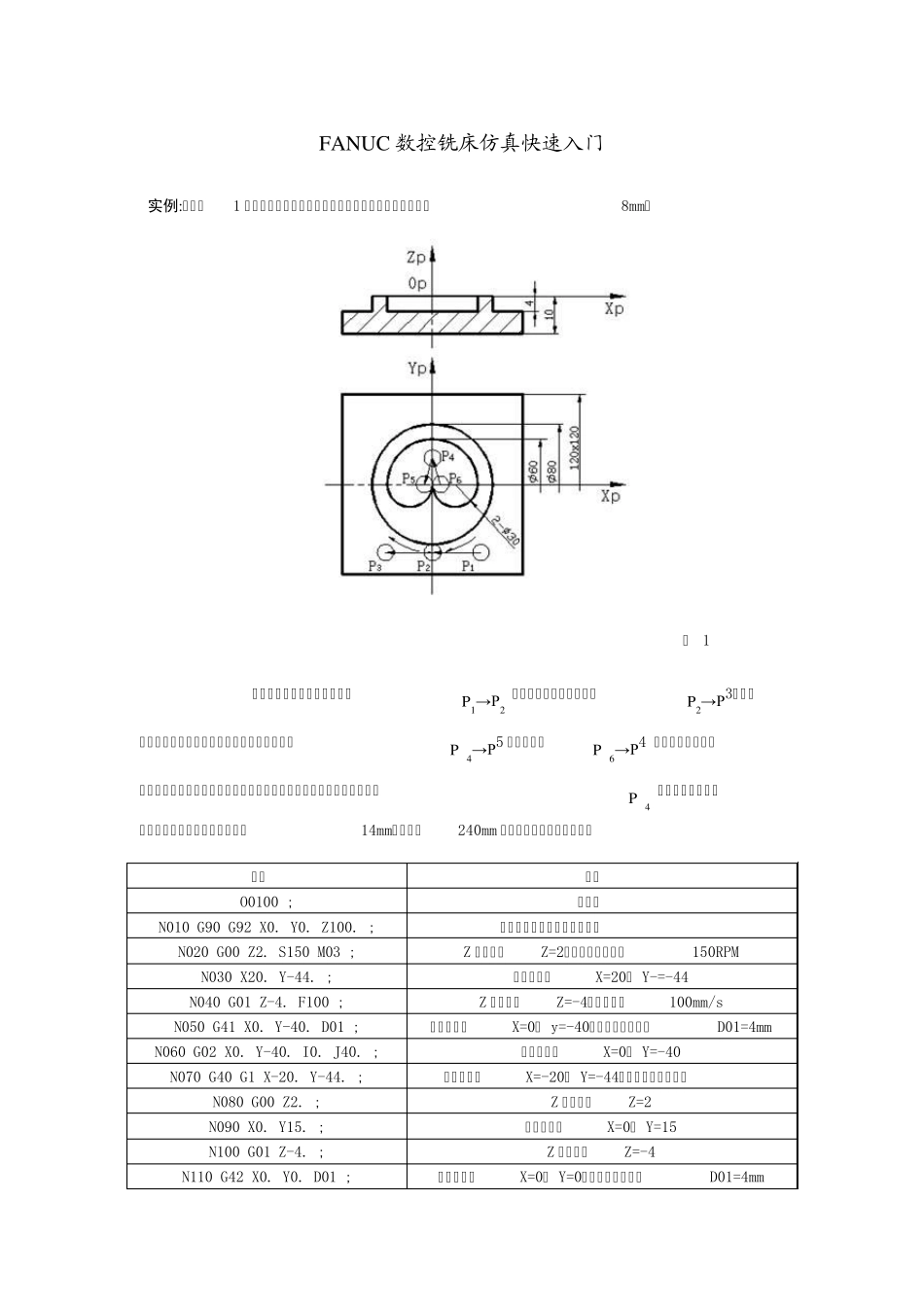
FANU C 数控铣床仿真快速入门 实例:加工图1 所示内外轮廓,用刀具半径补偿指令编程,刀具直径为8mm
图 1 分析:外轮廓沿圆弧切线方向 P1→ P2 切入,切出时沿切线方向P2→ P3,根据判断,用左侧刀具半径补偿
内轮廓加工时,P 4→ P5 为切入段, P 6→ P4 为切出段,故用右侧刀具半径补偿
外轮廓加工完毕取消左侧刀具半径补偿,待刀具移至 P 4 点,再建立右侧刀具半径补偿
加工应选用高度为14mm、边长为240mm 的正方形毛坯
程序如下: 程序 注释 O0100 ; 程序号 N010 G90 G92 X0
; 绝对值输入,建立工件坐标系 N020 G00 Z2
S150 M03 ; Z 轴快移至Z=2,主轴正转,转速150RPM N030 X20
; 快速进给至X=20, Y-=-44 N040 G01 Z-4
F100 ; Z 轴进给至Z=-4,进给速度100mm/s N050 G41 X0
D01 ; 直线插补至X=0, y=-40,刀具半径补偿量D01=4mm N060 G02 X0
; 顺圆插补至X=0, Y=-40 N070 G40 G1 X-20
; 直线插补至X=-20, Y=-44,取消刀具半径补偿 N080 G00 Z2
; Z 轴快移至Z=2 N090 X0
; 快速进给至X=0, Y=15 N100 G01 Z-4
; Z 轴进给至Z=-4 N110 G42 X0
D01 ; 直线插补至X=0, Y=0,刀具半径右补偿D01=4mm N120 G02 X-30
; 顺圆插补至X=-30, Y=0 N130 X30
; 顺圆插补至X=30, Y=0