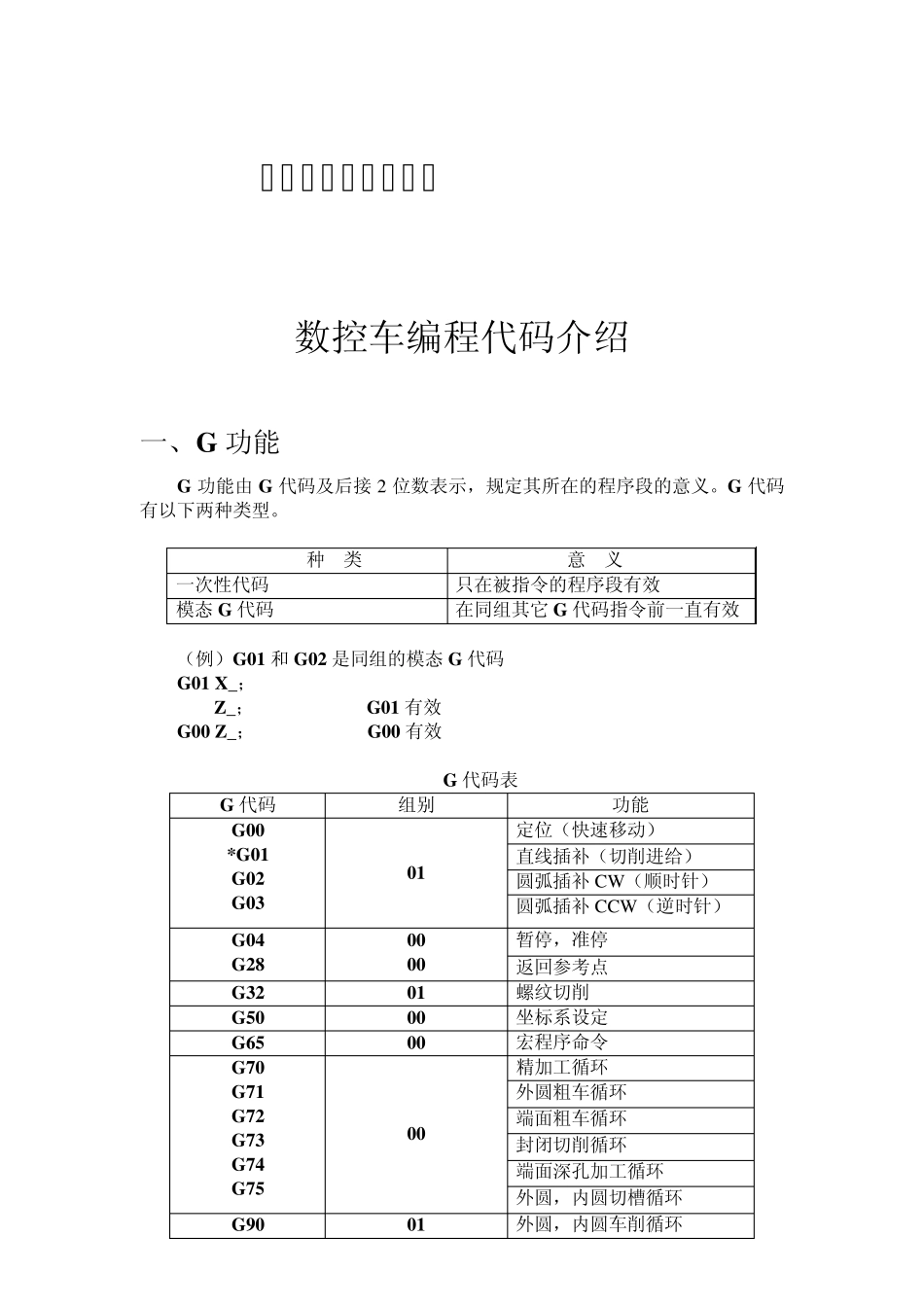
数控车床编程与操作 数控车编程代码介绍 一、G 功能 G 功能由 G 代码及后接 2 位数表示,规定其所在的程序段的意义
G 代码有以下两种类型
种 类 意 义 一次性代码 只在被指令的程序段有效 模态 G 代码 在同组其它 G 代码指令前一直有效 (例)G01 和 G02 是同组的模态 G 代码 G01 X_; Z_; G01 有效 G00 Z_; G00 有效 G 代码表 G 代码 组别 功能 G00 *G01 G02 G03 01 定位(快速移动) 直线插补(切削进给) 圆弧插补 CW (顺时针) 圆弧插补 CCW (逆时针) G04 G28 00 00 暂停,准停 返回参考点 G32 01 螺纹切削 G50 00 坐标系设定 G65 00 宏程序命令 G70 G71 G72 G73 G74 G75 00 精加工循环 外圆粗车循环 端面粗车循环 封闭切削循环 端面深孔加工循环 外圆,内圆切槽循环 G90 01 外圆,内圆车削循环 G92 G94 螺纹切削循环 端面切削循环 G96 G97 02 恒线速开 恒线速关 *G98 G99 03 每分进给 每转进给 注1:带有*记号的G 代码,当电源接通时,系统处于这个G 代码的状态
注2:00 组的G 代码是一次性G 代码
二、主轴功能(S 功能) 主轴速度指令 通过地址S 和其后面的数值,把代码信号送给机床,用于机床的主轴转速控制
(例)M03 S650; 表示主轴正转起动,转速为650 转/每分钟 三、刀具功能 (T) 用地址T及其后面2 位数来选择机床上的刀具
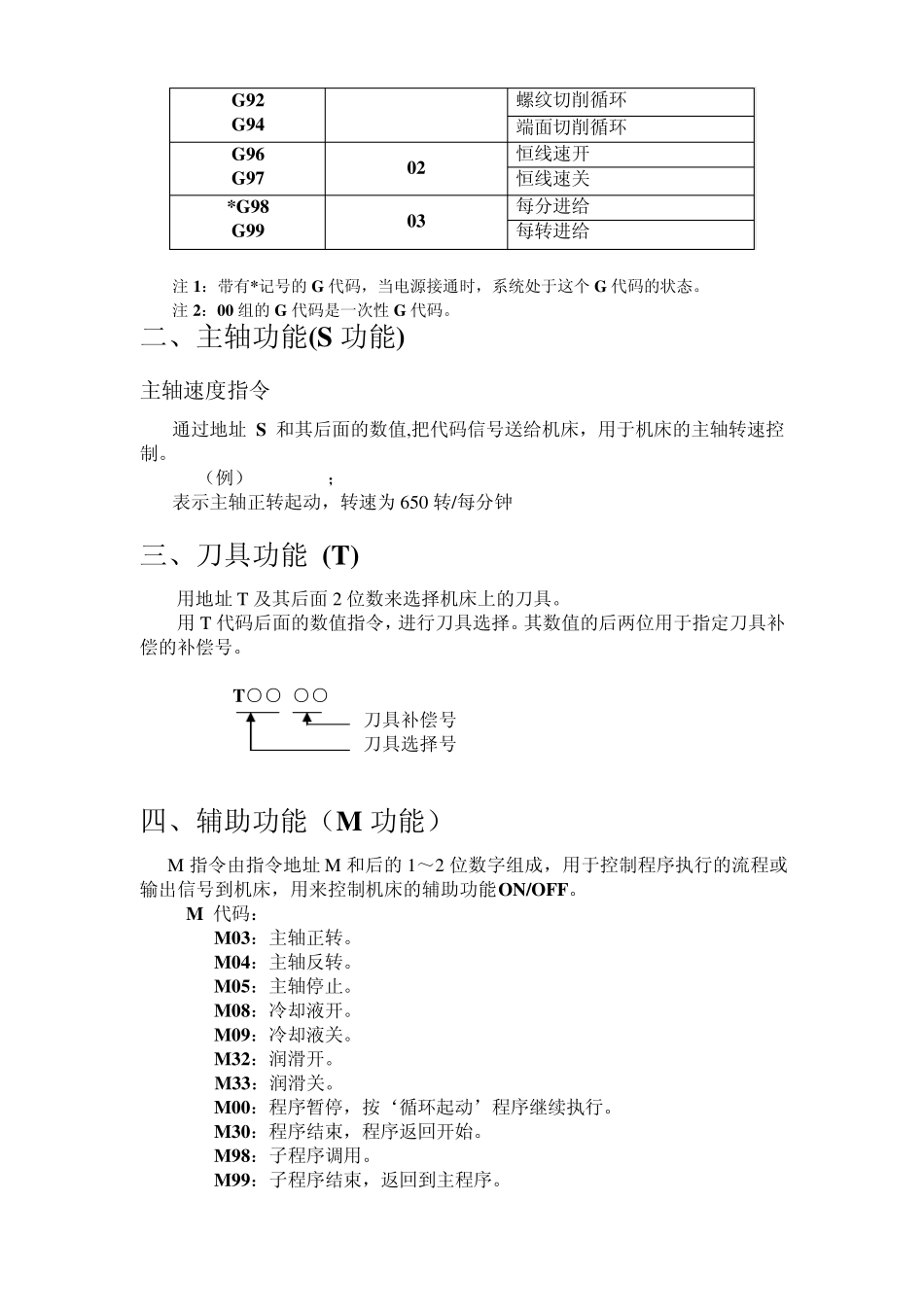
用T代码后面的数值指令,进行刀具选择
其数值的后两位用于指定刀具补偿的补偿号
T○○ ○○ 刀具补偿号 刀具选择号 四、辅助功能(M 功能) M 指令由指令地址M 和后的1~2 位数字组成,用于控制程序执行的流程或输出信号到机床,用来控制机床的辅助功