1目录一、工程概况 2
二、编制依据 2
三、热处理参数 2
四、热处理一般要求 2
五、热处理过程控制 3
六、热处理检验 4
七、焊后返修 5
八、安全措施 5
九、主要主要资源需求计划 6
十、主要施工机具及措施用料 62一、工程概况制氢装置,建在盘锦北沥厂区内
本装置工艺管道分为碳钢(20#)、合金钢(15CrMoG)、不锈钢(TP321)、镀锌管 4 种材质
管线施工后对于合金钢管和一部分厚壁的碳钢管道应进行焊后热处理,焊后热处理应采用电加热法进行
二、编制依据1)《石油化工有毒、可燃介质钢制管道工程施工及验收规范》一2)《工业金属管道工程施工及验收规范》3)《现场设备、工业管道焊接工程施工及验收规范》4)《石油化工金属管道工程施工质量验收规范》5)《15000Nm3/h 制氢装置项目管道说明表》三、热处理参数《1XXXXXXXXXX 装置项目管道说明表》中对于 15GrMo 的管线及管线标识中带有 R 的管线均需做焊后热处理工作
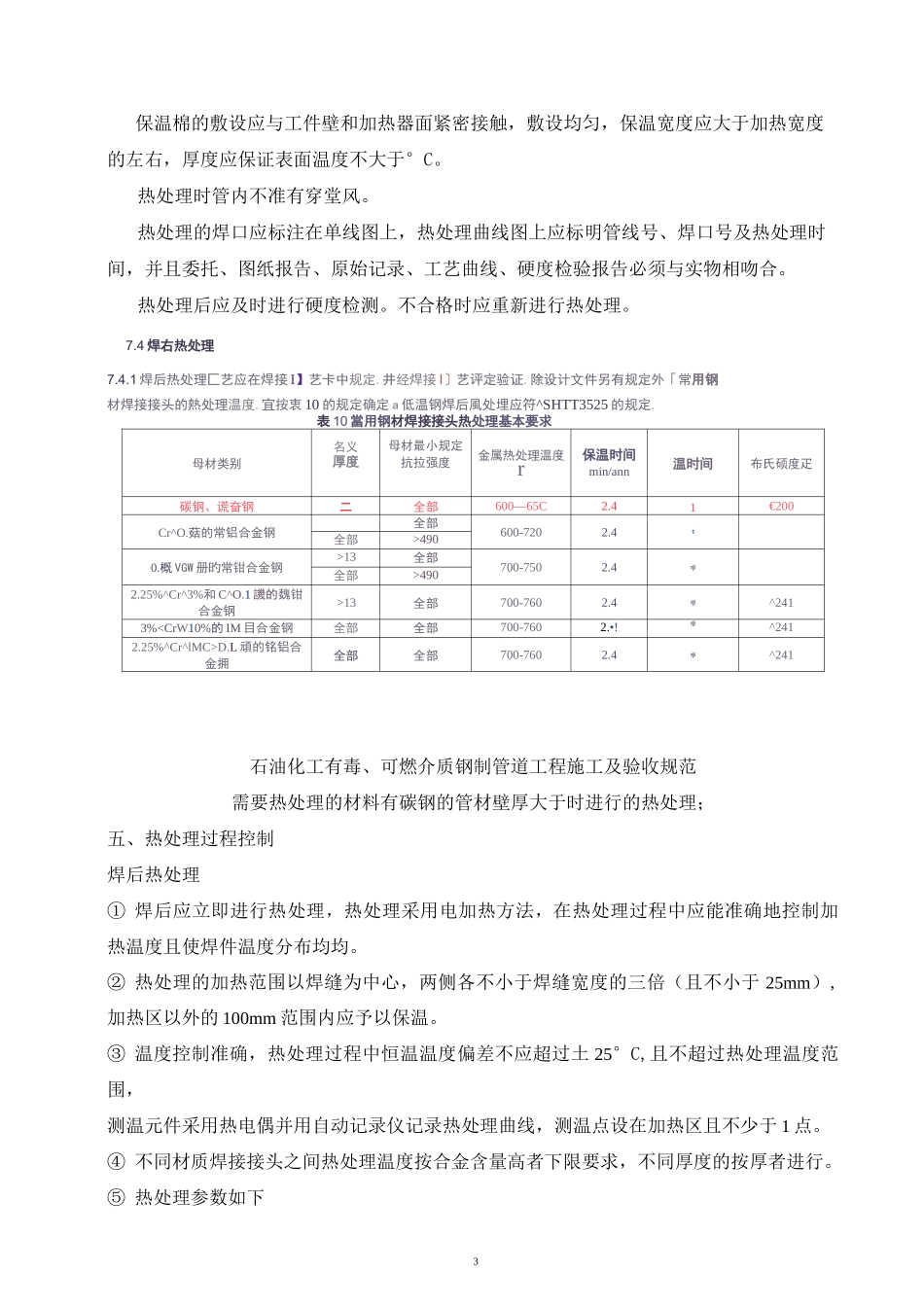
热处理执行 SH3501—2011 规范表 10 的其中的要求
热处理参数:1)碳钢(20#)热处理温度 600--650°C
2)恒温时间,非合金钢每毫米壁厚 2
4min/mm
要求恒温不低于 1 小时
3)温度的 300C 以下时升温速度不控制,加热至 300C 后,加热速度不得不大于 200C/h,不低于 50C
恒温后冷却速度不大于 260C/h
冷至 300C 后可自然冷却
4)15GrMo 的管线热处理温度 700--750C
5)恒温时间,合金钢每毫米壁厚 2
4min/mm
要求恒温不低于 2 小时
6)温度的 300C 以下时升温速度不控制,加热至 300C 后,加热速度不得不大于 140C/h,不低于 50C
恒温后冷却速度 180C/h
冷至 300C 后可自然冷却
四、热处理一般要求热处理时管径大于”时应设两个