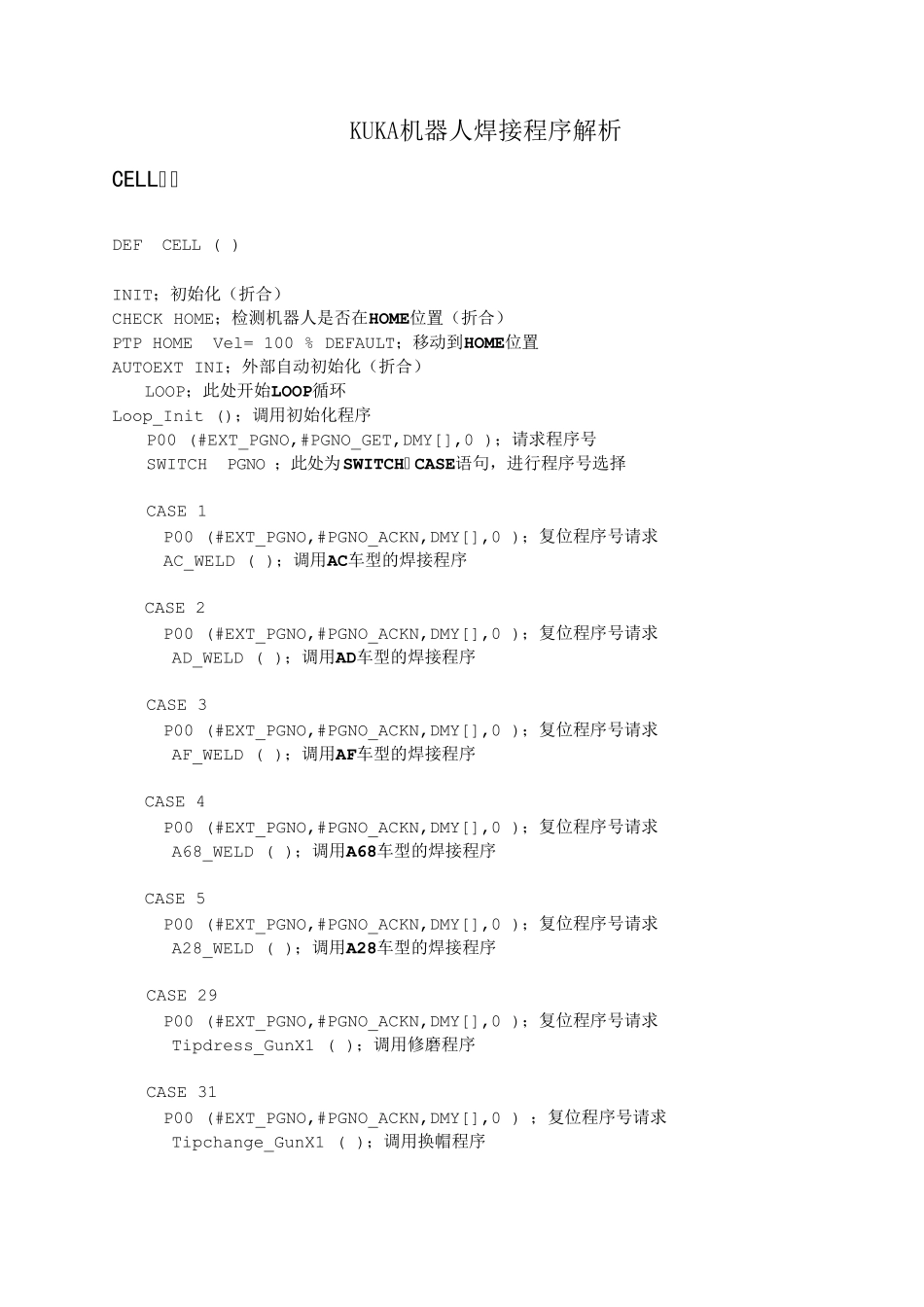
KUKA机器人焊接程序解析 CELL程序 DEF CELL ( ) INIT;初始化(折合) CHECK HOME;检测机器人是否在HOME位置(折合)PTP HOME Vel= 100 % DEFAULT;移动到HOME位置AUTOEXT INI;外部自动初始化(折合) LOOP;此处开始LOOP循环Loop_Init ();调用初始化程序 P00 (#EXT_PGNO,#PGNO_GET,DMY[],0 );请求程序号 SWITCH PGNO ;此处为SWITCH…CASE语句,进行程序号选择 CASE 1 P00 (#EXT_PGNO,#PGNO_ACKN,DMY[],0 );复位程序号请求 AC_WELD ( );调用AC车型的焊接程序CASE 2 P00 (#EXT_PGNO,#PGNO_ACKN,DMY[],0 );复位程序号请求AD_WELD ( );调用AD车型的焊接程序 CASE 3 P00 (#EXT_PGNO,#PGNO_ACKN,DMY[],0 );复位程序号请求AF_WELD ( );调用AF车型的焊接程序CASE 4 P00 (#EXT_PGNO,#PGNO_ACKN,DMY[],0 );复位程序号请求A68_WELD ( );调用A68车型的焊接程序CASE 5 P00 (#EXT_PGNO,#PGNO_ACKN,DMY[],0 );复位程序号请求A28_WELD ( );调用A28车型的焊接程序 CASE 29 P00 (#EXT_PGNO,#PGNO_ACKN,DMY[],0 );复位程序号请求Tipdress_GunX1 ( );调用修磨程序 CASE 31 P00 (#EXT_PGNO,#PGNO_ACKN,DMY[],0 ) ;复位程序号请求Tipchange_GunX1 ( );调用换帽程序 DEFAULT;若请求到的程序号无以上数