手工焊锡作业指导书编制/日期审核/日期批准/日期文件修订履历日期修订状态修改内容编写人审核人批准人2013/4/7、初版发行新制1
目的:规范生产线在手工焊接时的使用电烙铁作业及保养的正确性
适用范围:焊接工站作业人员,在线维修及其他维修人员
规范内容:3
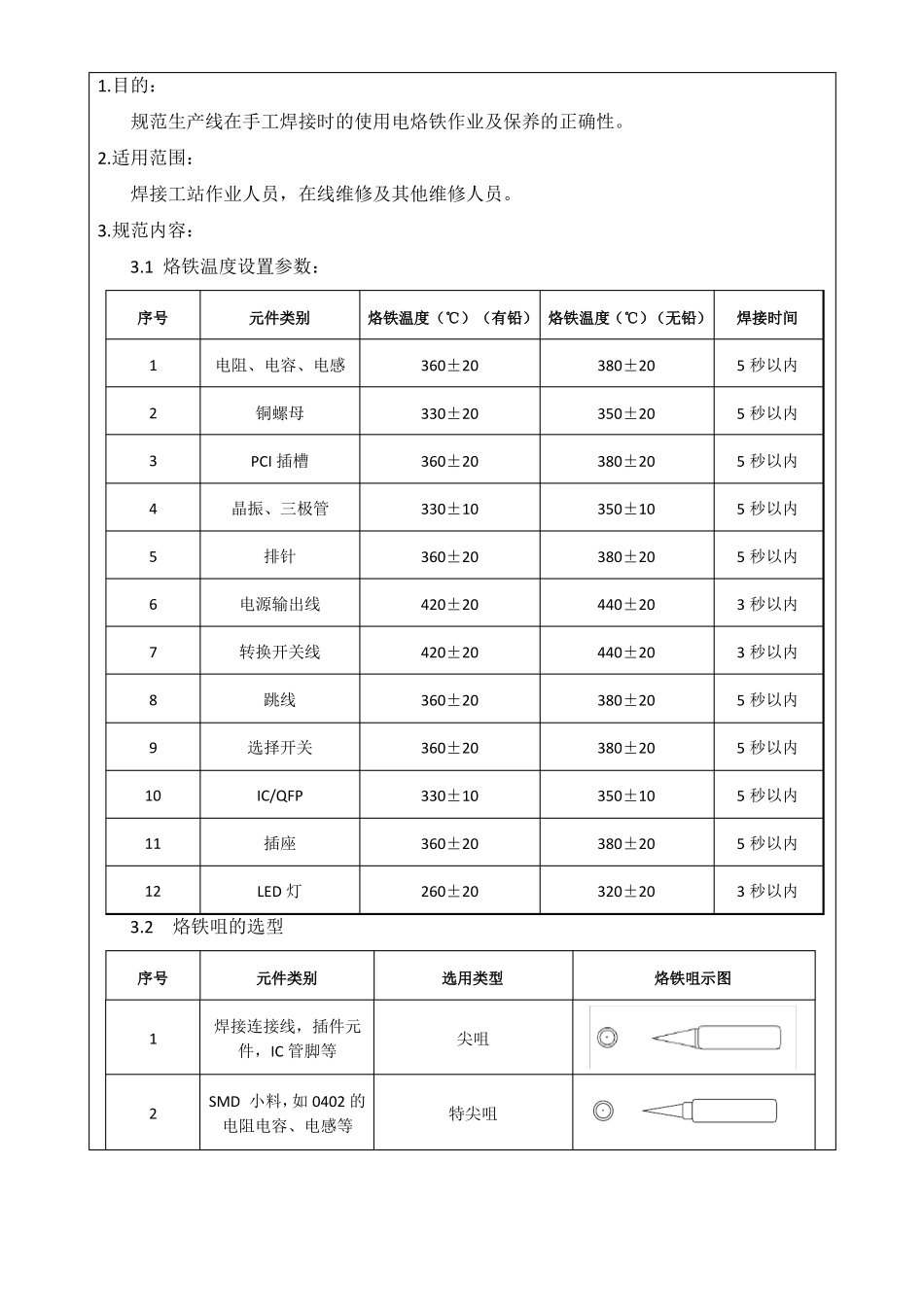
1 烙铁温度设置参数:序号元件类别烙铁温度(℃)(有铅) 烙铁温度(℃)(无铅)焊接时间123456789101112电阻、电容、电感铜螺母PCI 插槽晶振、三极管排针电源输出线转换开关线跳线选择开关IC/QFP插座LED 灯360±20330±20360±20330±10360±20420±20420±20360±20360±20330±10360±20260±20380±20350±20380±20350±10380±20440±20440±20380±20380±20350±10380±20320±205 秒以内5 秒以内5 秒以内5 秒以内5 秒以内3 秒以内3 秒以内5 秒以内5 秒以内5 秒以内5 秒以内3 秒以内3
2烙铁咀的选型序号元件类别选用类型烙铁咀示图1焊接连接线,插件元件,IC 管脚等SMD 小料,如 0402 的电阻电容、电感等尖咀特尖咀23镍片,粗的连接线(φ>3mm)等软线路板等屏蔽盖、滑动开关、排插、排线等扁咀平咀三角咀453
3 电烙铁使用操作步骤及注意事项:焊接前的准备工作焊接前检查电源插头有无松脱、短路,电源连接线是否完好无损;检查烙铁咀有无氧化;检查烙铁保护套是否失效,如无问题,则将电烙铁电源接通预热;检查海绵是否有水,如无水则要加适量的水;待烙铁咀热后,在清洁的海绵上擦干净附在烙铁咀上的杂物;温度根据材料类型参照中温度设定表值设定温度值
焊接作业步骤及注意事项:导线上锡要求:所有导体线在用手焊前应该上锡(线终端是啤线除外)
A---绝缘体部分B---无须上锡(1´线的直径