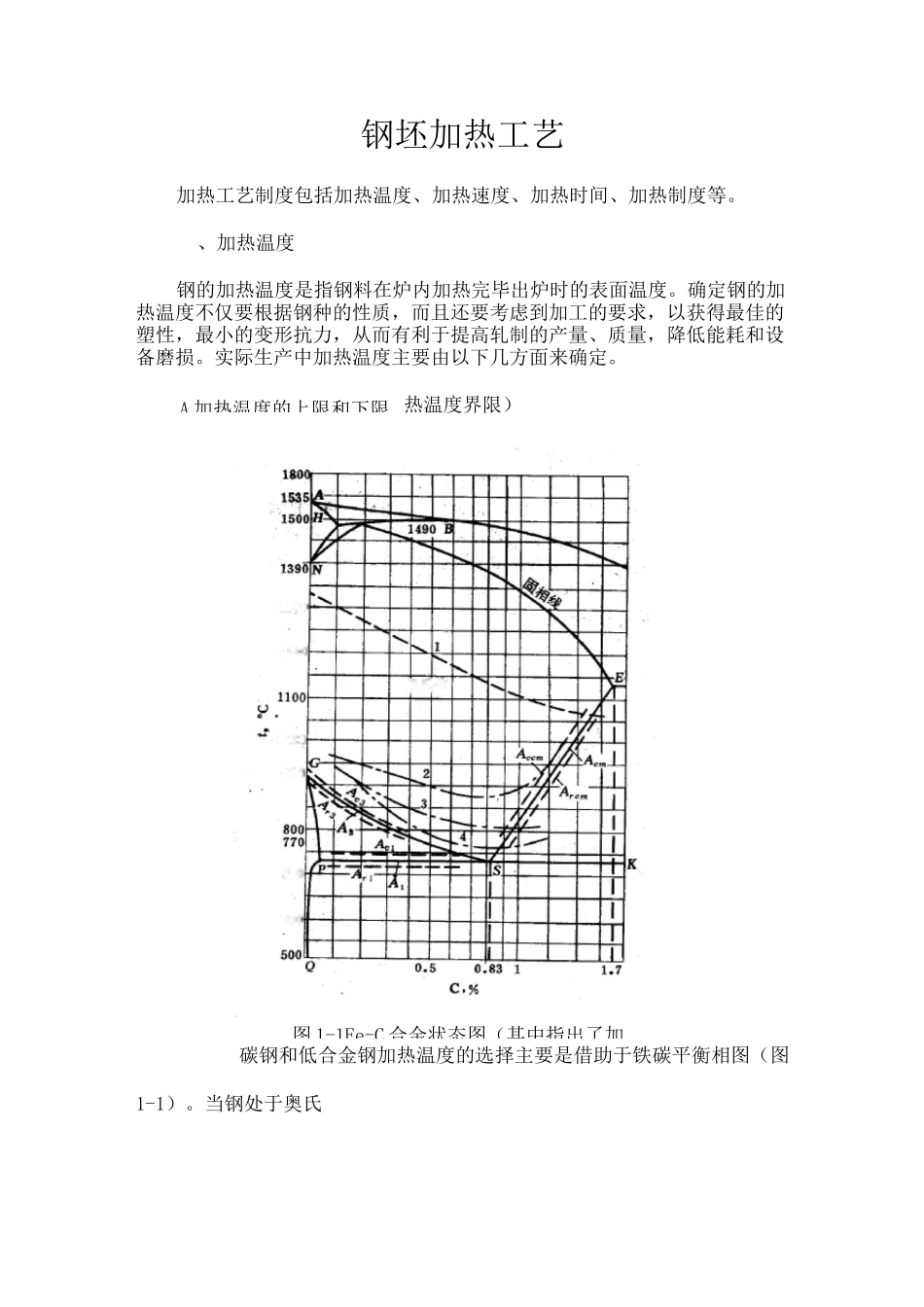
102S170B图 1-1Fe-C 合金状态图(其中指出了加A 加热温度的上限和下限tioe120奥氏钢坯加热工艺加热工艺制度包括加热温度、加热速度、加热时间、加热制度等
、加热温度钢的加热温度是指钢料在炉内加热完毕出炉时的表面温度
确定钢的加热温度不仅要根据钢种的性质,而且还要考虑到加工的要求,以获得最佳的塑性,最小的变形抗力,从而有利于提高轧制的产量、质量,降低能耗和设备磨损
实际生产中加热温度主要由以下几方面来确定
热温度界限)碳钢和低合金钢加热温度的选择主要是借助于铁碳平衡相图(图1-1)
当钢处于奥氏体区其塑性最好,加热温度的理论上限应当是固相线 AE(1400~1530°C),实际上由于钢中偏析及非金属夹杂物的存在,加热还不到固相线温度就可能在晶界出现熔化而后氧化,晶粒间失去塑性,形成过烧所以钢的加热温度上限一般低于固相线温度 100~150C
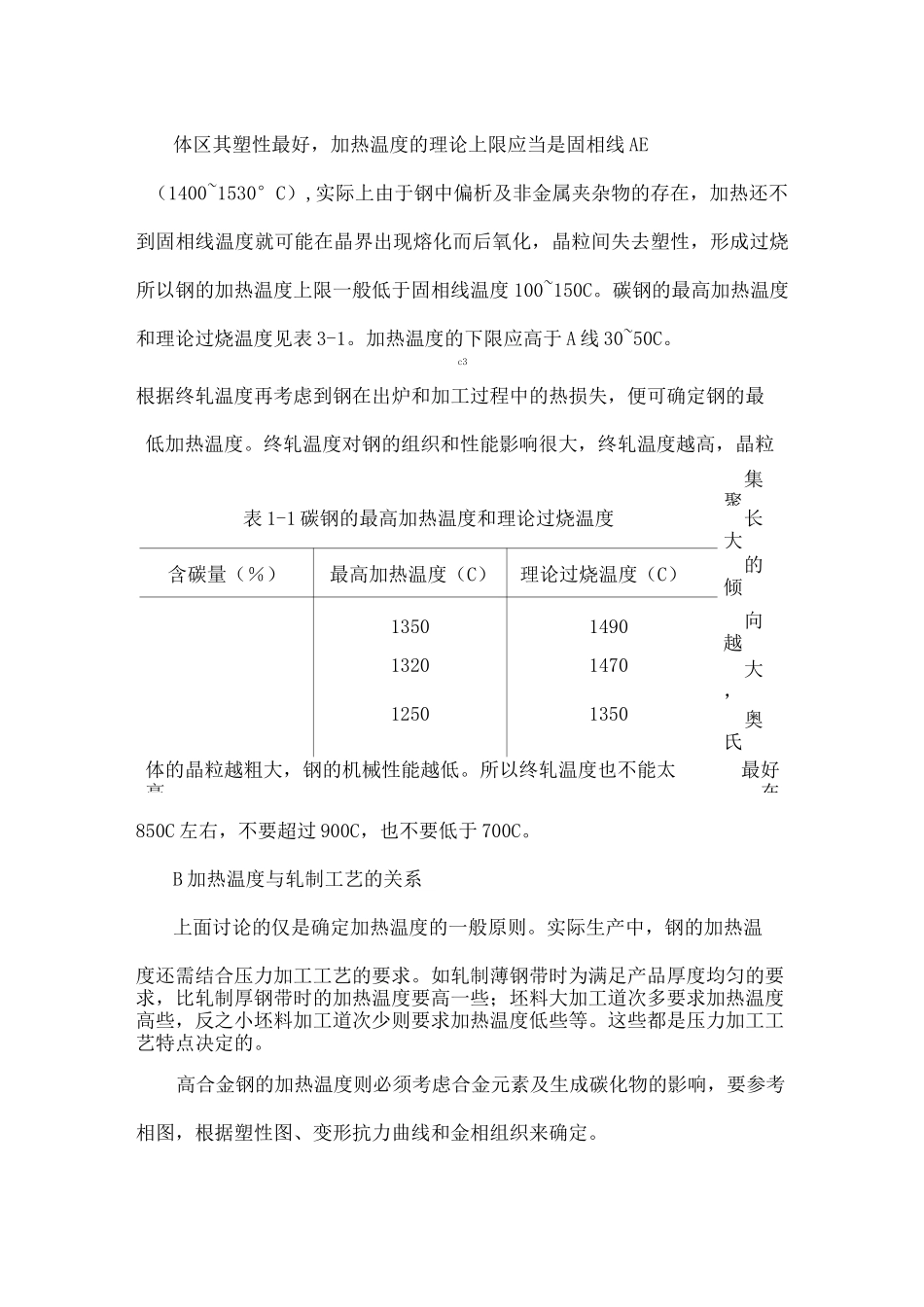
碳钢的最高加热温度和理论过烧温度见表 3-1
加热温度的下限应高于 A 线 30~50C
c3根据终轧温度再考虑到钢在出炉和加工过程中的热损失,便可确定钢的最低加热温度
终轧温度对钢的组织和性能影响很大,终轧温度越高,晶粒集聚表 1-1 碳钢的最高加热温度和理论过烧温度长大含碳量(%)最高加热温度(C)理论过烧温度(C)的倾13501490向越13201470大,12501350奥氏体的晶粒越粗大,钢的机械性能越低
所以终轧温度也不能太高,最好在850C 左右,不要超过 900C,也不要低于 700C
B 加热温度与轧制工艺的关系上面讨论的仅是确定加热温度的一般原则
实际生产中,钢的加热温度还需结合压力加工工艺的要求
如轧制薄钢带时为满足产品厚度均匀的要求,比轧制厚钢带时的加热温度要高一些;坯料大加工道次多要求加热温度高些,反之小坯料加工道次少则要求加热温度低些等
这些都是压力加工工艺特点决定的
高合金钢的加热温度则必须