- 1 - 一、二级焊缝焊接工艺作业设计 一、工程概况 1
1、钢结构工程材料采用Q345B 钢,板厚为:6
25、36、45、50、55mm 规格
2、钢结构简图见设计图
3、焊接坡口图也见设计图
4、使用规范标准 序号 名 称 编 号 1 《钢结构工程施工及验收规范》 GB50205-2001 2 《建筑钢结构焊接规程》 JGJ81-2002 3 《碳钢焊条》 GB51175-85 4 《低合金钢焊条》 GB5118-85 二、焊接准备 2
1、焊接方法 在保证焊缝质量的前提下,为提高焊接效率,高炉的环缝和立缝采用二氧化碳气体保护焊,拼装定位电焊用手工电弧焊
2、焊接材料 焊丝:H08MnSiA2—Φ1
2mm(实芯焊丝);焊条:E5015 或 E5016,焊材必须有出厂质量证明书
3、焊接设备 CO2 气保焊机 7~10 台,型号:NBC-500;直流焊接,型号:ZXG-630(兼碳弧气刨用)
- 2 - 焊机必须安放在通风干燥的地方,有防雨、雪、盗措施,网路电压为380±10%V,网路电压波动较大时,需加装稳压变压器
三、正式焊接 3
1、焊前预热:当气温低于 5℃时,焊前要进行预热,预热温度为100℃
预热温度的加热范围以焊缝对口中心线为基准,两侧不应小于焊件厚度的3 倍
2、环缝采用分段退焊,层层打渣,每层焊缝接头不允许在同一处,每道焊缝中的焊瘤、飞溅、气孔等要清除干净
3、内侧焊完后,由专人气刨清根,打磨验收合格后,焊外侧焊缝,焊工自检、专检直到合格
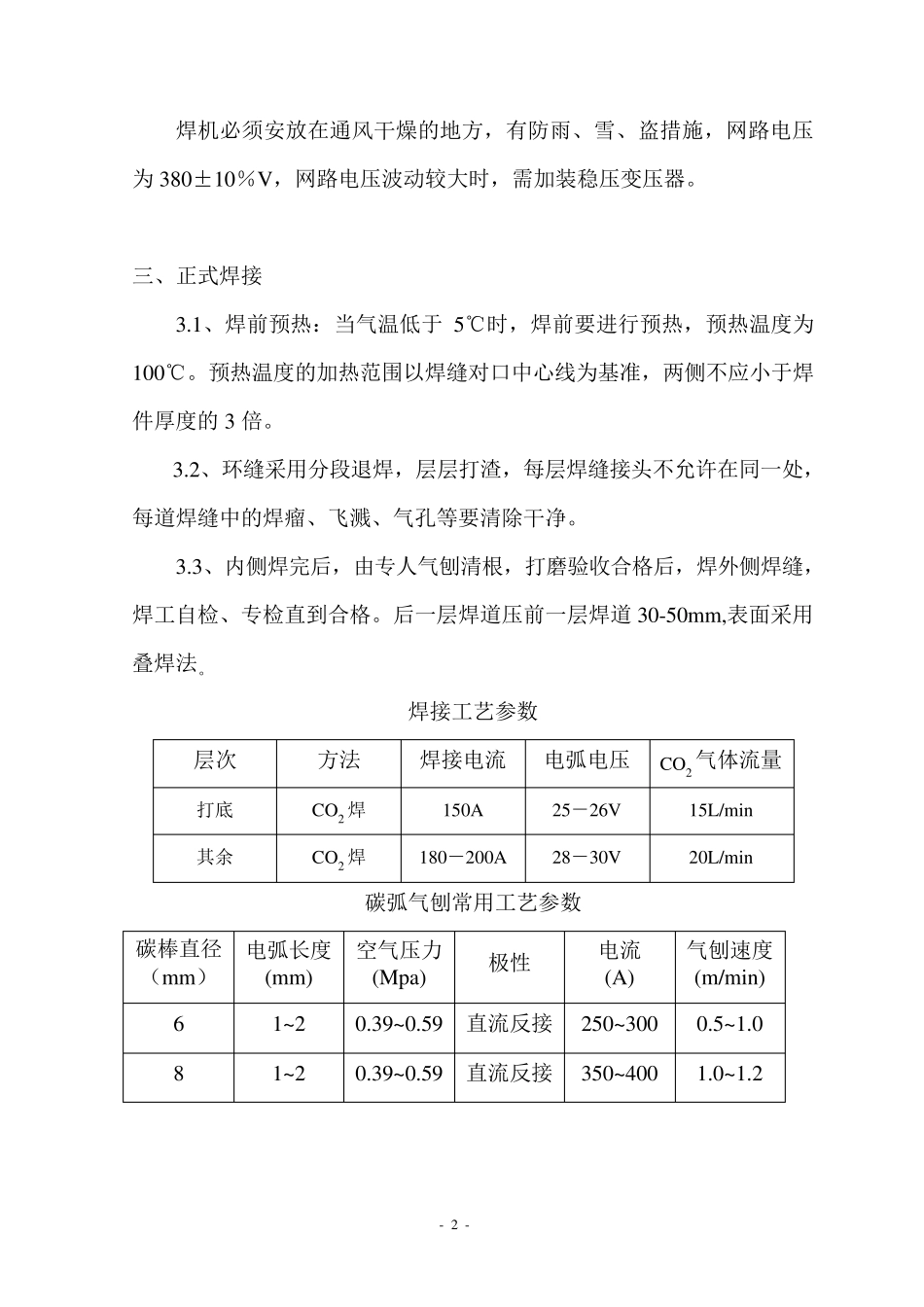
后一层焊道压前一层焊道 30-50mm,表面采用叠焊法
焊接工艺参数 层次 方法 焊接电流 电弧电压 CO2气体流量 打底 CO2 焊 150A 25-26V 15L/min 其余 CO2 焊 180-200A 28-30V 20L/min 碳弧气刨