三菱PLC 编程软件简介 PLC 的程序输入通过手持编程器、专用编程器或计算机完成
手持编程器体积小,携带方便,在现场调试时优越性强,但在程序输入、阅读、分析时较繁锁;而专用编程器价格太贵,通用性差;计算机编程在教学中优势较大,且其通讯更为方便
因此也就有了相应的计算机平台上的编程软件和专用通讯模块,在这节当中我们重点介绍三菱fx系列编程软件的使用和操作
三菱公司 fx系列 plc 编程软件名称为 fxgpwin,我们介绍版本为 SW0PC-FXGP/WIN-C Version3
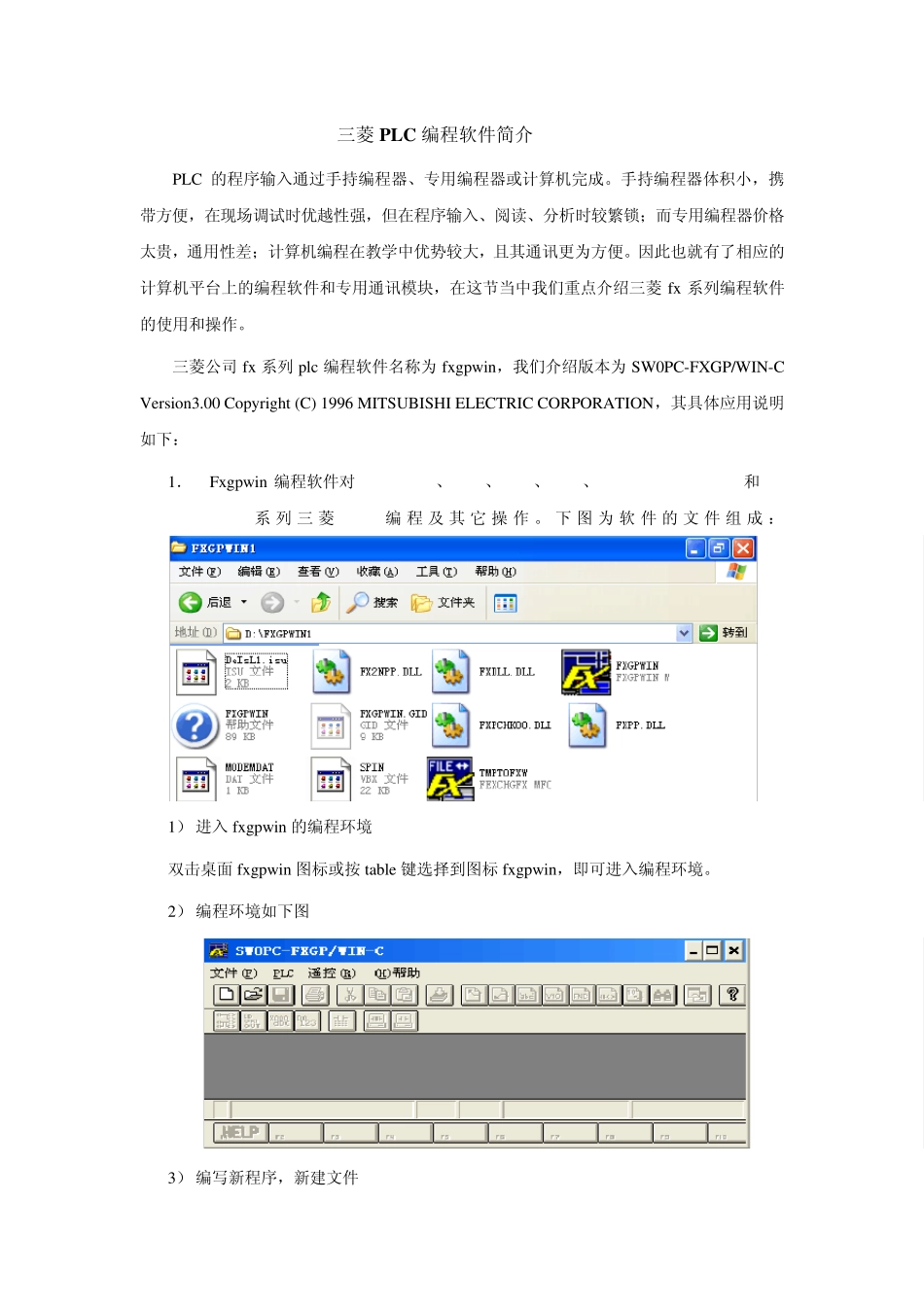
00 Copyright (C) 1996 MITSUBISHI ELECTRIC CORPORATION,其具体应用说明如下: 1. Fxgpwin 编程软件对 FX0/ FX0S、FX1S、FX1N、FX0N、FX1 FX2N / FX2NC和 FX (FX2/FX2C)系 列 三菱plc编程及 其 它 操 作
下 图 为 软件的文 件组 成 : 1) 进入fxgpwin 的编程环境 双击桌面 fxgpwin 图标或按 table 键选择到图标 fxgpwin,即可进入编程环境
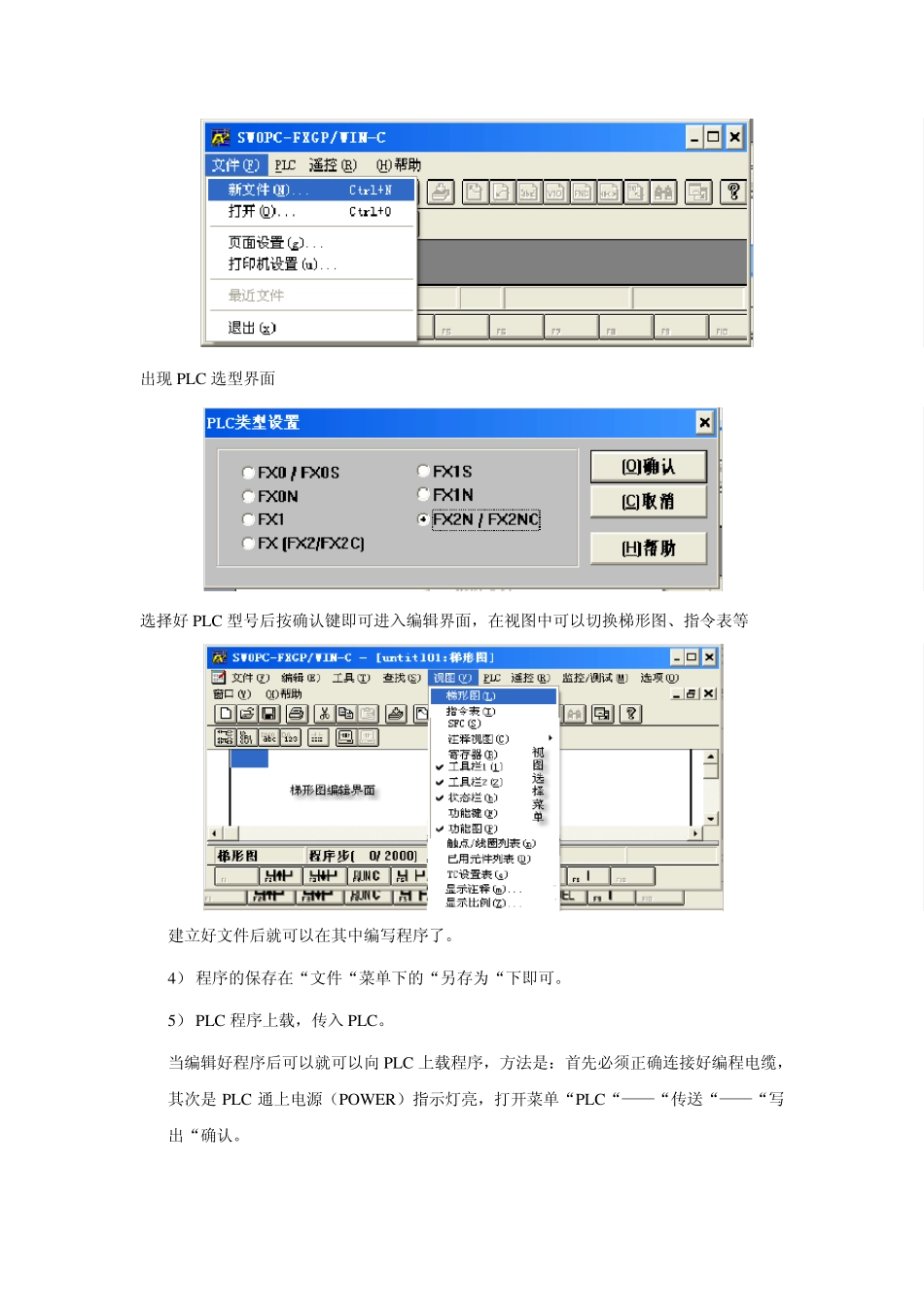
2) 编程环境如下图 3) 编写新程序,新建文件 出现PLC 选型界面 选择好PLC 型号后按确认键即可进入编辑界面,在视图中可以切换梯形图、指令表等 建立好文件后就可以在其中编写程序了
4) 程序的保存在“文件“菜单下的“另存为“下即可
5) PLC 程序上载,传入PLC
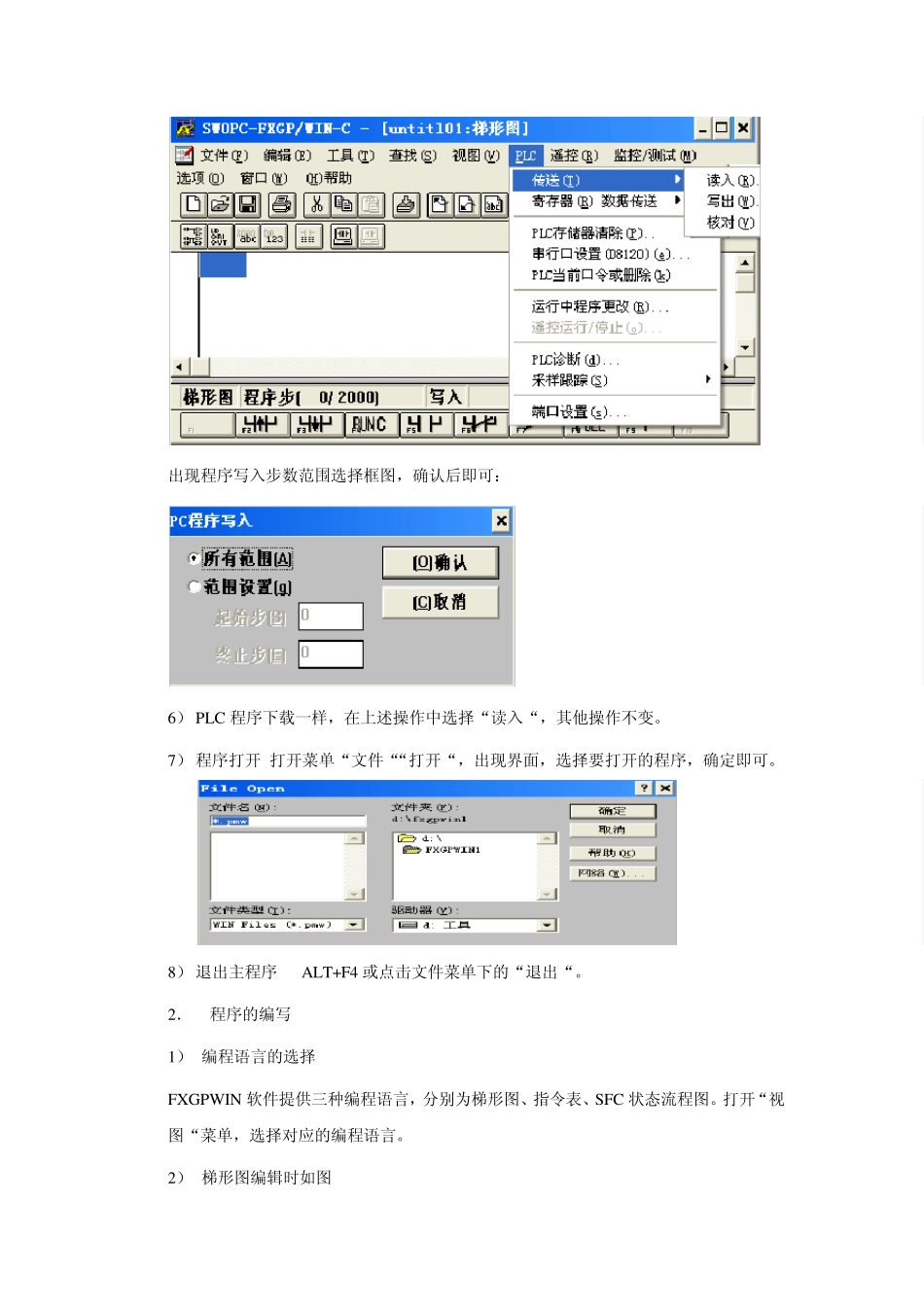
当编辑好程序后可以就可以向PLC 上载程序,方法是:首先必须正确连接好编程电缆,其次是PLC 通上电源(POW ER)指示灯亮,打开菜单“PLC“——“传送“——“写出“确认
出现程序写入步数范围选择框图,确认后即可: 6) PLC 程序下载一样,在上述操作中选择“读入“,其他操作不变
7) 程序打开 打开菜单“文件““打开“,出