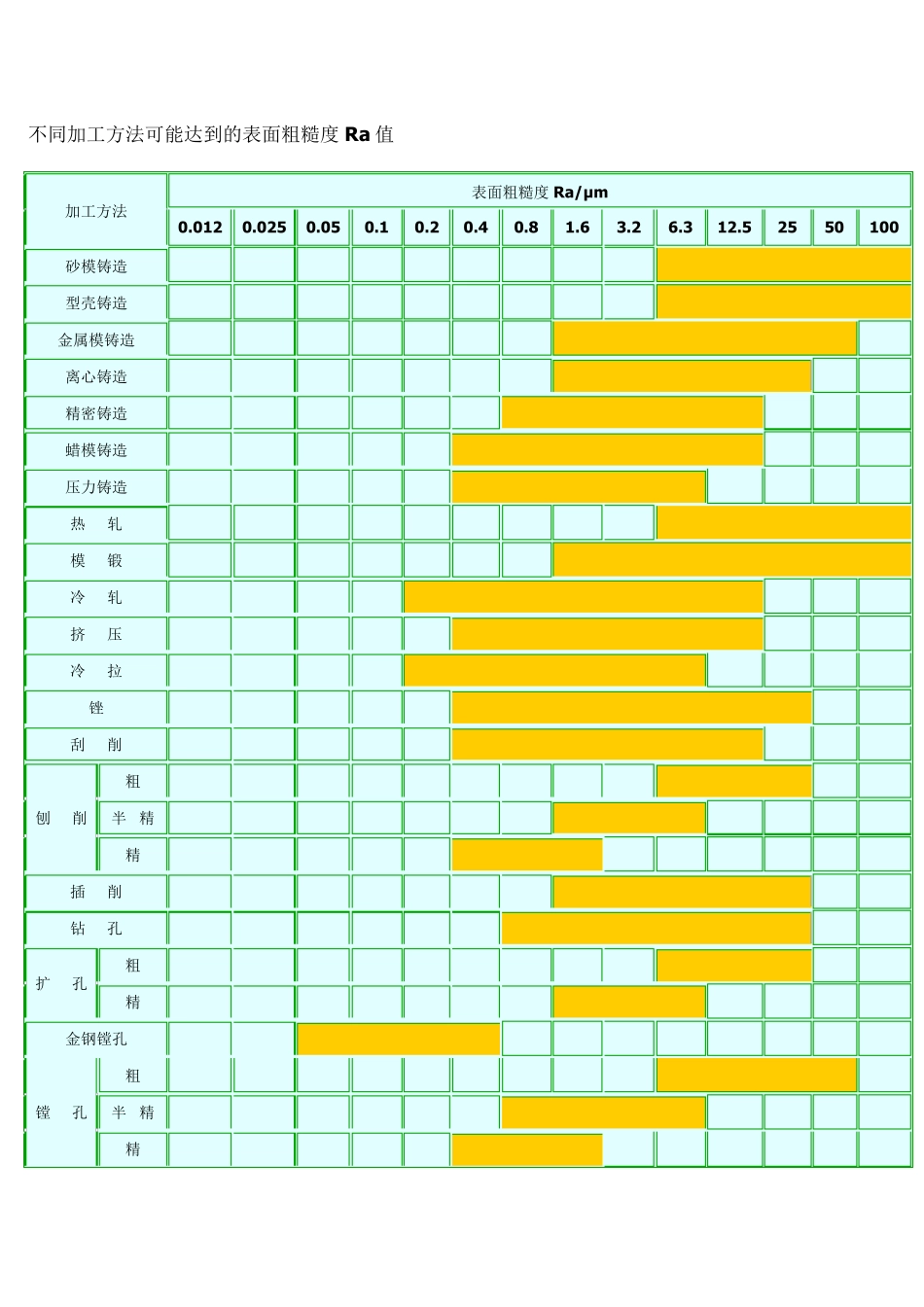
不同加工方法可能达到的表面粗糙度 Ra 值 加工方法 表面粗糙度 Ra/μm 0
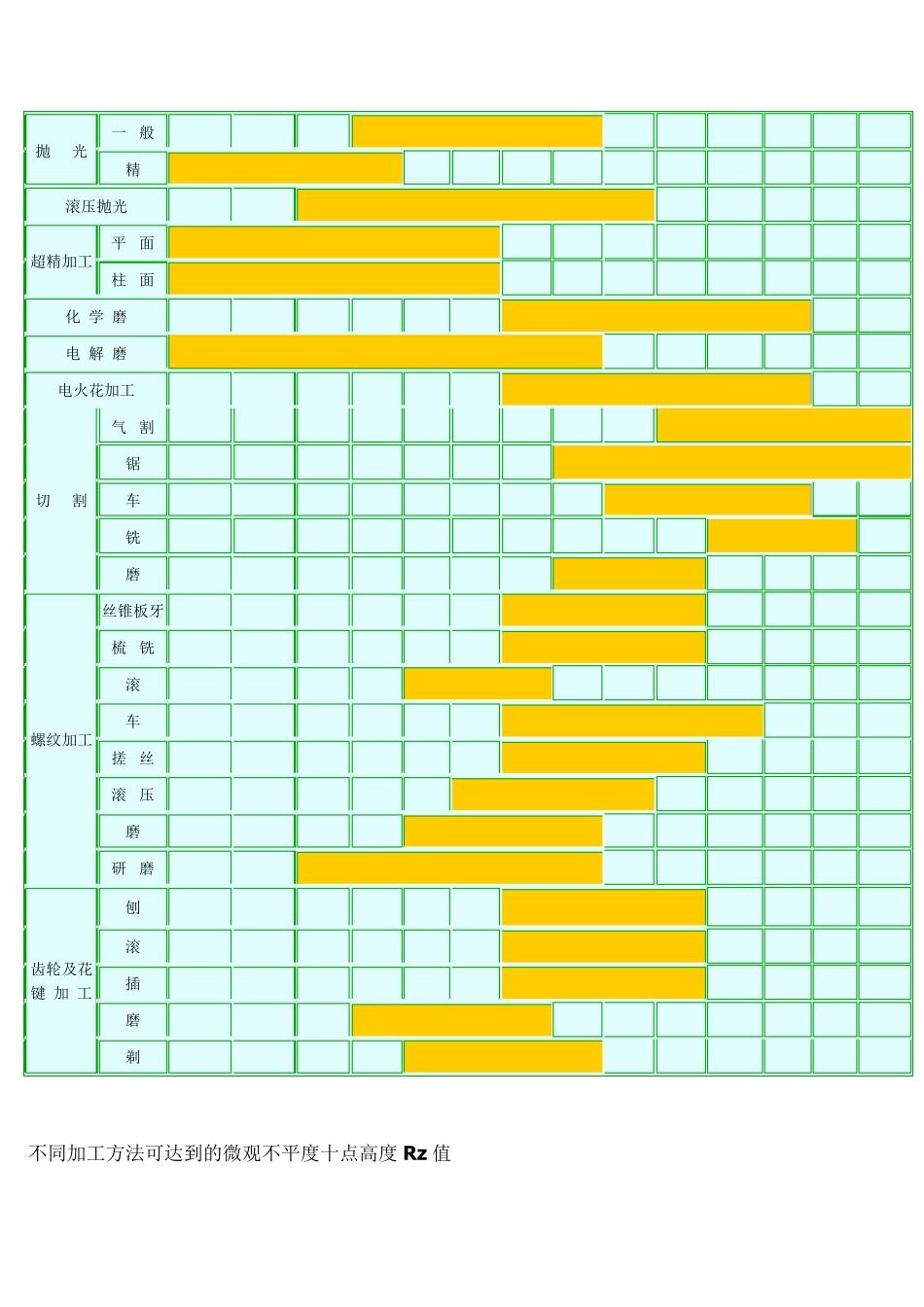
5 25 50 100 砂模铸造 型壳铸造 金属模铸造 离心铸造 精密铸造 蜡模铸造 压力铸造 热 轧 模 锻 冷 轧 挤 压 冷 拉 锉 刮 削 刨 削 粗 半 精 精 插 削 钻 孔 扩 孔 粗 精 金钢镗孔 镗 孔 粗 半 精 精 铰 孔 粗 半 精 精 拉 削 半 精 精 滚 铣 粗 半 精 精 端 面 铣 粗 半 精 精 车 外 圆 粗 半 精 精 金 钢 车 车 端 面 粗 半 精 精 磨 外 圆 粗 半 精 精 磨 平 面 粗 半 精 精 珩 磨 平 面 圆 柱 研 磨 粗 半 精 精 抛 光 一 般 精 滚压抛光 超精加工 平 面 柱 面 化 学 磨 电 解 磨 电火花加工 切 割 气 割 锯 车 铣 磨 螺纹加工 丝锥板牙 梳 铣 滚 车 搓 丝 滚 压 磨 研 磨 齿轮及花键 加 工 刨 滚 插 磨 剃 不同加工方法可达到的微观不平度十点高度 Rz值 加工方法 表面粗糙度Rz/μm 主要分类 名称 0
63 1 1
3 10 16 25 40 63 100 160 250 400 630 1000 成形变形 砂型铸造 壳型铸造 硬型铸造 压力铸造 变形 精密铸造 模 锻 轧 平 板材深拉 流动压,挤压 精 压 辊压成形 切削 滚 光 切 割 纵 车 平 车 切 入 车 刨 插 刮 钻 镗 孔 沉 孔 铰 孔 圆 周 铣 端 铣 拉 削 锉 圆 纵 磨 圆 平 磨 圆切入磨 平圆周磨 平端面磨 抛 光 磨 长行程珩磨 短行程珩磨 圆 研 磨 平 研 磨 振动研磨 抛光研磨 喷 射 滚筒抛光 火焰切 割