1 布勒两板压铸机合模系统技术优势 卢宏远 邹智厚 卢敏 瑞士布勒压铸机公司 压铸领域的不断拓展及压铸技术的不断进步,对压铸机提出了更高的要求
压铸机制造商必须不断应用新技术,改善设备的性能、效率及可靠性,提高压铸企业的生产能力
布勒公司在研究了三模板压铸机在压铸生产中的工作状况和问题后,研发了两模板锁模机构,生产了 Carat 两模板压铸机,并于 2006 年推向欧美压铸市场
该机型具有比三模板压铸机更好的工作特性,在欧洲推出后,很快获得市场肯定
至 2009 年年底,两板压铸机开始销入中国,至目前销量已达15 台之多
为使中国压铸界对两模板压铸机有更好的了解,本文将介绍两板合模系统的基本结构、工作原理、技术优势以及应用情况等
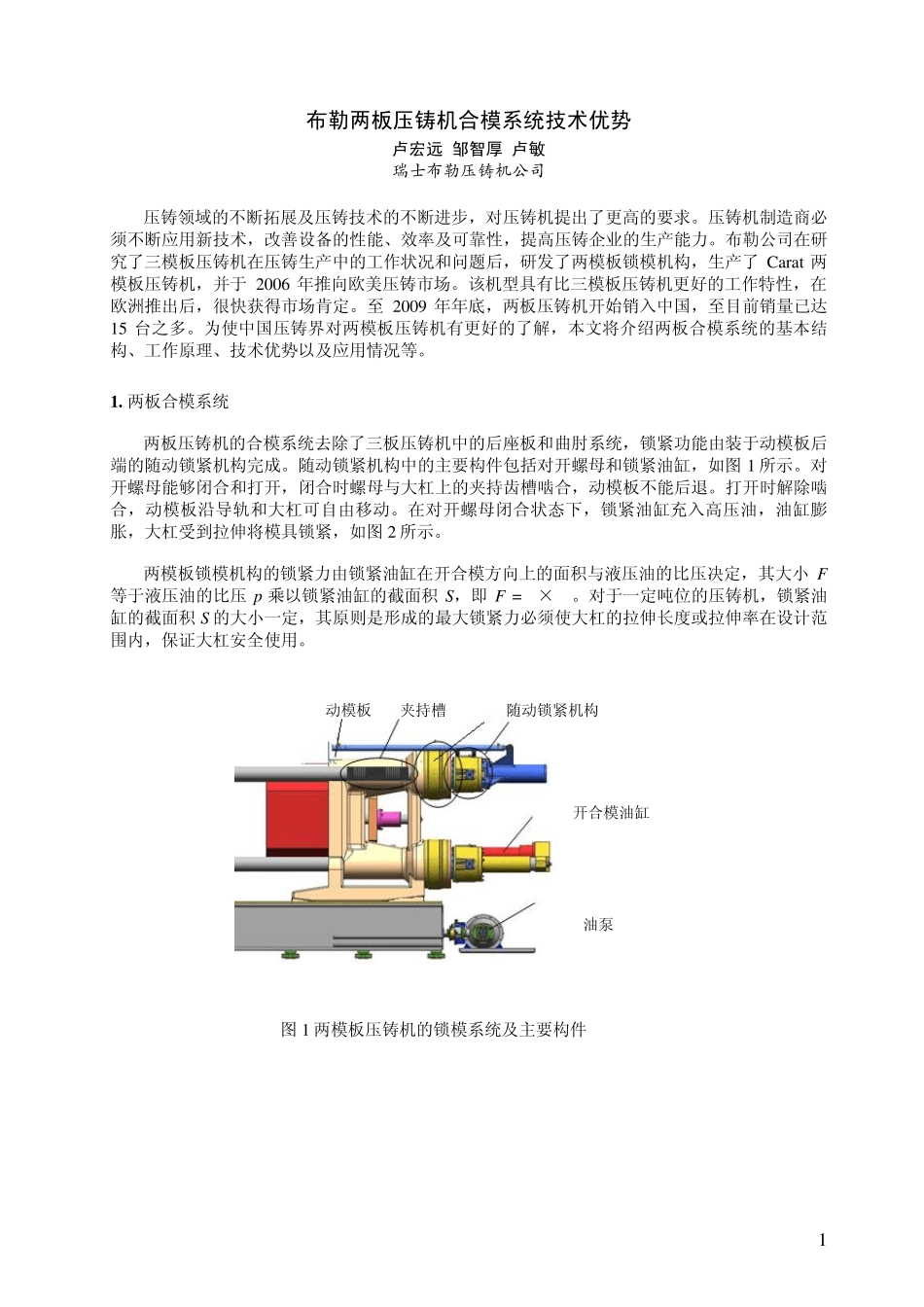
两板合模系统 两板压铸机的合模系统去除了三板压铸机中的后座板和曲肘系统,锁紧功能由装于动模板后端的随动锁紧机构完成
随动锁紧机构中的主要构件包括对开螺母和锁紧油缸,如图1 所示
对开螺母能够闭合和打开,闭合时螺母与大杠上的夹持齿槽啮合,动模板不能后退
打开时解除啮合,动模板沿导轨和大杠可自由移动
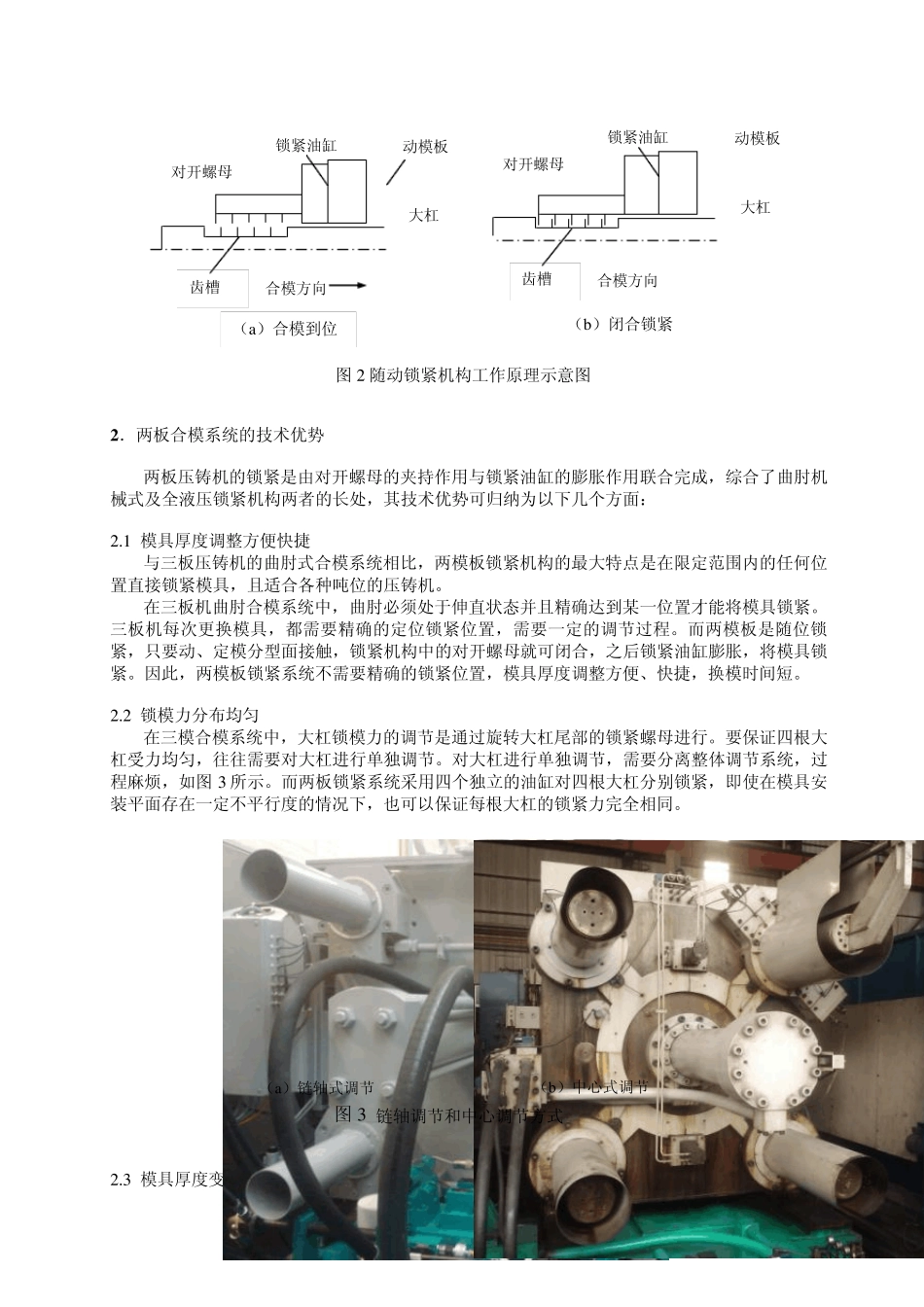
在对开螺母闭合状态下,锁紧油缸充入高压油,油缸膨胀,大杠受到拉伸将模具锁紧,如图2 所示
两模板锁模机构的锁紧力由锁紧油缸在开合模方向上的面积与液压油的比压决定,其大小F等于液压油的比压 p 乘以锁紧油缸的截面积S,即F = p×S
对于一定吨位的压铸机,锁紧油缸的截面积S的大小一定,其原则是形成的最大锁紧力必须使大杠的拉伸长度或拉伸率在设计范围内,保证大杠安全使用
图1 两模板压铸机的锁模系统及主要构件 动模板 夹持槽 随动锁紧机构 开合模油缸 油泵 2 2 .两板合模系统的技术优势 两板压铸机的锁紧是由对开螺母的夹持作用与锁紧油缸的膨胀作用联合完成,综合了曲肘机械式及全液压锁紧机构两者的长处,其技术优势可归纳为以下几个方面: 2