1/12前气涂送粉口片'Laval 喷嘴射流基冷喷涂调研一、原理介绍冷喷涂技术(CS:ColdSpray),又称为气体动力喷涂技术,是指当具有一定塑性的高速固态粒子与基体碰撞后,经过强烈的塑性变形而发生沉积形成涂层的方法
通常条件下,一般的概念是当固态粒子碰撞到某种基体后将产生固态粒子对基体的冲蚀作用
通俗来讲,冷喷涂技术不同于传统热喷涂(超速火焰喷涂,等离子喷涂,爆炸喷涂等传统热喷涂),它不需要将喷涂的金属粒子融化,冷喷涂采用压缩空气加速金属粒子到零界速度,经喷嘴喷出,金属粒子直击到基体表面后发生物理形变
金属粒子撞扁在基体表面并牢固附着,整个过程金属粒子没有被融化,喷涂基体表面产生的温度不会超过 150°C(加拿大材料科学院 NRC 技术不超过 200°C)
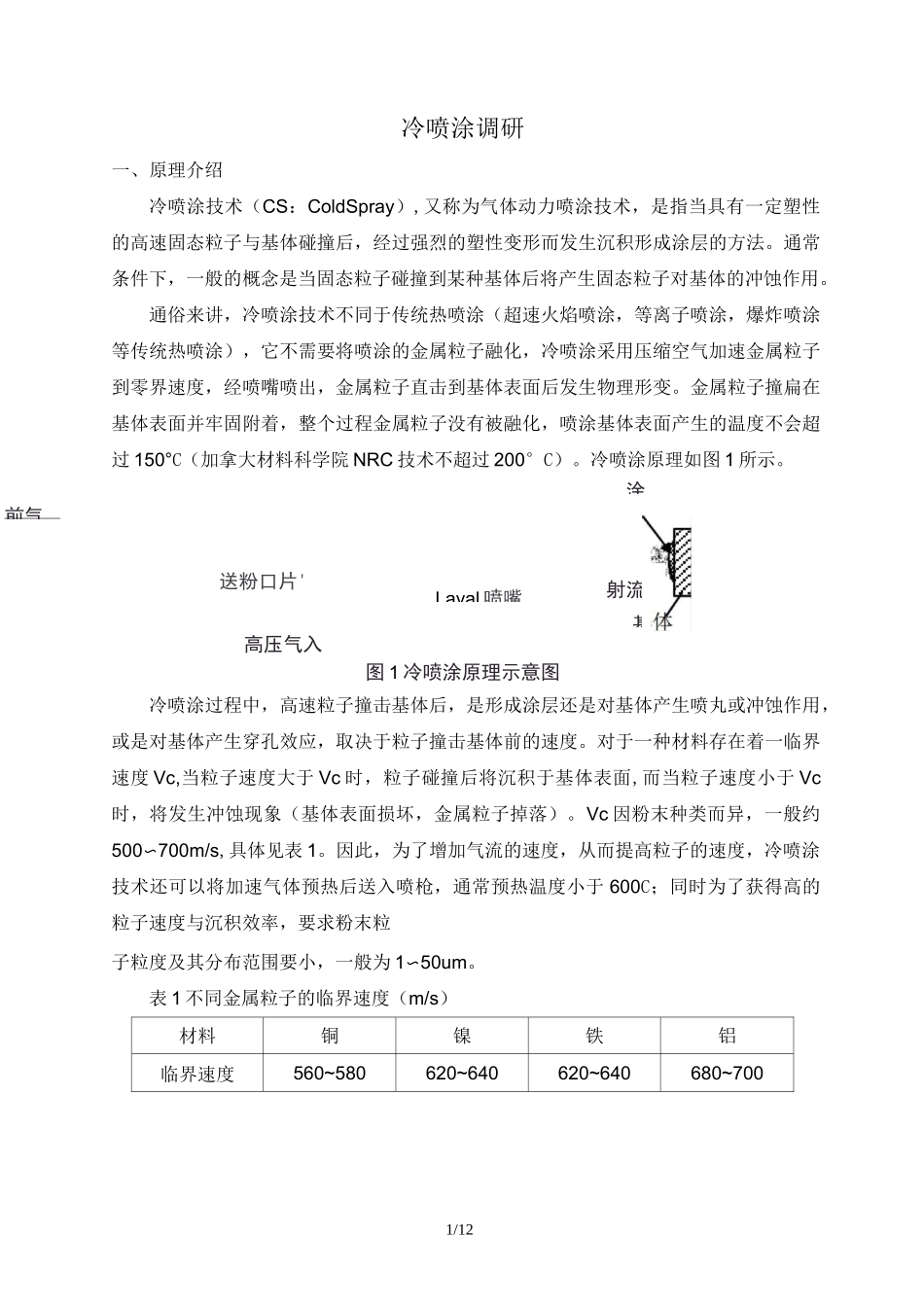
冷喷涂原理如图 1 所示
高压气入图 1 冷喷涂原理示意图冷喷涂过程中,高速粒子撞击基体后,是形成涂层还是对基体产生喷丸或冲蚀作用,或是对基体产生穿孔效应,取决于粒子撞击基体前的速度
对于一种材料存在着一临界速度 Vc,当粒子速度大于 Vc 时,粒子碰撞后将沉积于基体表面,而当粒子速度小于 Vc时,将发生冲蚀现象(基体表面损坏,金属粒子掉落)
Vc 因粉末种类而异,一般约500〜700m/s,具体见表 1
因此,为了增加气流的速度,从而提高粒子的速度,冷喷涂技术还可以将加速气体预热后送入喷枪,通常预热温度小于 600C;同时为了获得高的粒子速度与沉积效率,要求粉末粒子粒度及其分布范围要小,一般为 1〜50um
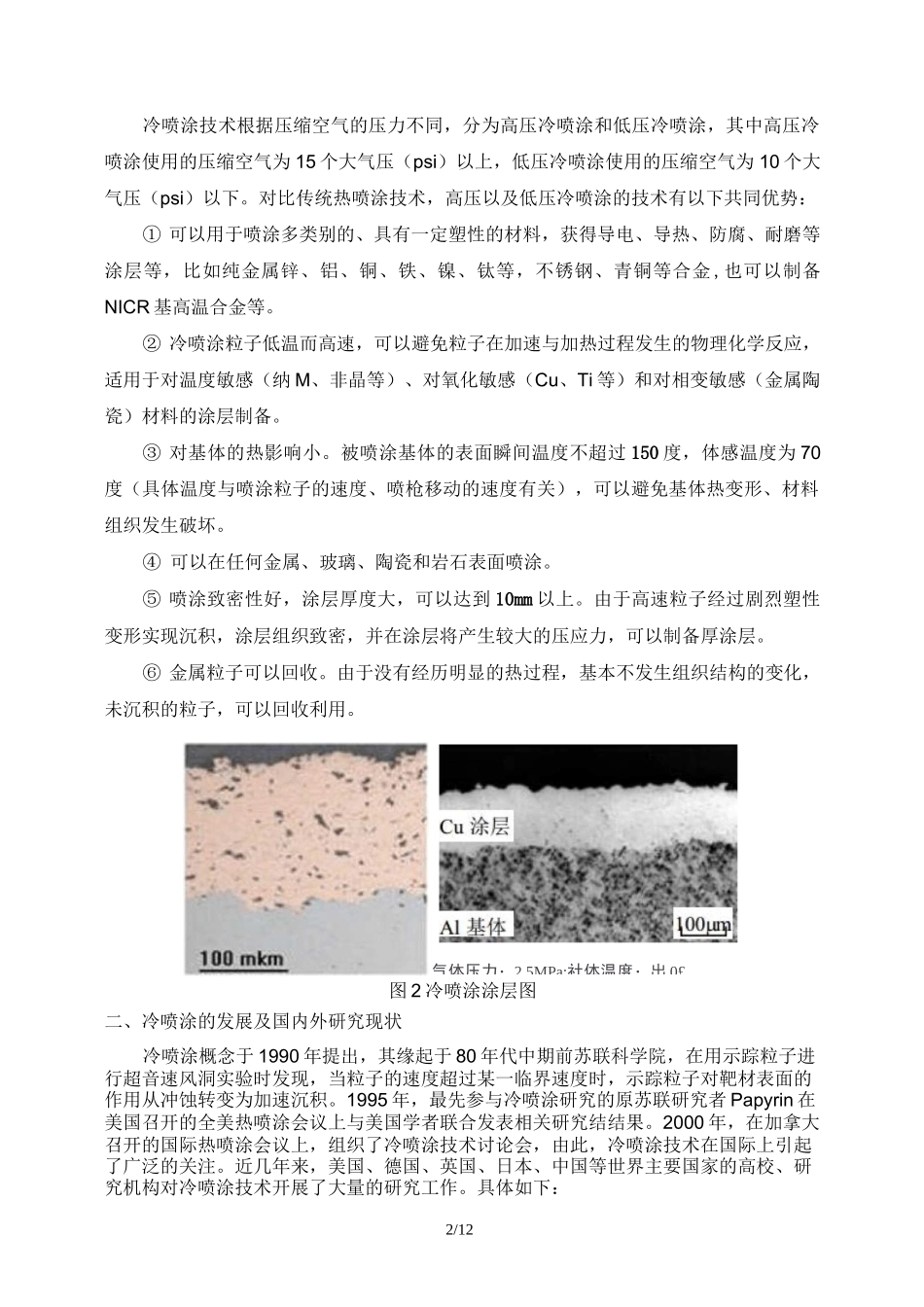
表 1 不同金属粒子的临界速度(m/s)材料铜镍铁铝临界速度560~580620~640620~640680~7002/12冷喷涂技术根据压缩空气的压力不同,分为高压冷喷涂和低压冷喷涂,其中高压冷喷涂使用的压缩空气为 15 个大气压(psi)以上,低压冷喷涂使用的压缩空气为 10 个大气压(psi)