浙江X X有限公司技术标准 Q/JSPS 02-2013 用于精密行业的内六角花形 (梅花六角) 2013-03-17 发布 2013-05-10 实施 浙江XX 有限公司 发 布 Q/JSPS Q/JSPS 02-2013 前 言 本标准根据 GB/T 6188 修订而成,规定了用于精密行业的内六角花形孔和轴的形式尺寸以及量具等
按本标准设计的内六角花形孔和轴可以用于以下行业: 医疗器械(不锈钢、钛、钛合金材质); 航天军工(不锈钢、钛、钛合金、铝合金、特殊合金材质); 汽配非标(普通碳钢、特殊钢材); 精密电子; 精密机械、装备等
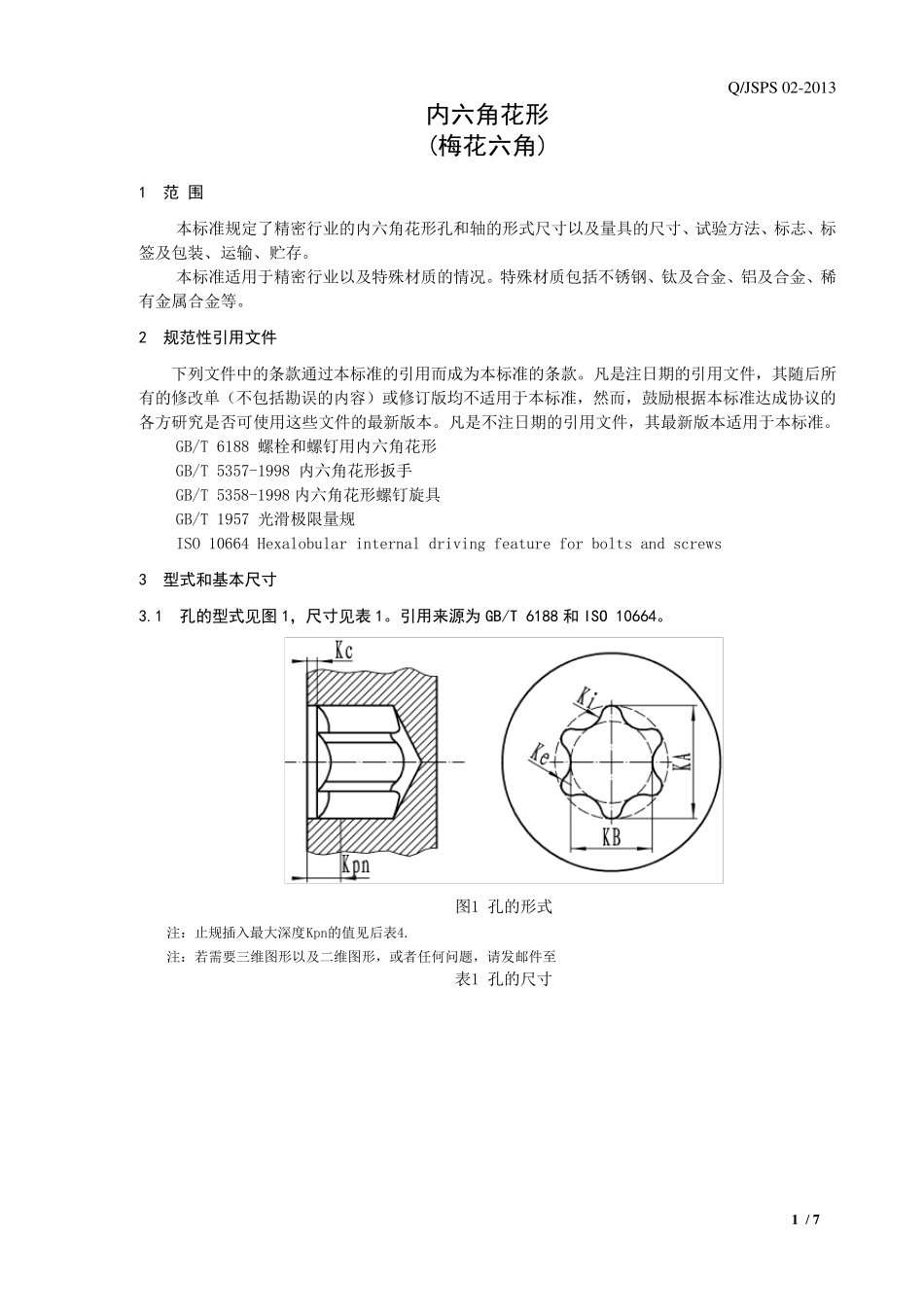
孔的代号用 K 表示,轴的代号用 T 表示
为统一孔的形式尺寸,本标准中的孔与 GB/T 6188 中的孔,形式尺寸一致;孔的公差由通止规尺寸推导而出
孔的公差不适宜作为绘图依据,仅做设计参考(例如冲头)
各种推导关系如下: 对于孔,尺寸 KA max 由止规 KAn min 确定,KA min 由通规 KAg 确定
对于孔,尺寸 KA 的基本值,结合 KA max 和 KA min,计算得出 A 的公差
对于孔,尺寸 KB 约等于 0
对于孔,Ke 值由通规 KReg max 确定,(Ke min>KReg max ),KRen min 由 KA 的公差确定
对于孔,Ki 值,由三维设计自动生成,同时应校对通规的 KRig 和止规的 KRin
对于轴,尺寸 TA 的基本值,由孔的 KA min 和综合公差共同确定
轴 TA 的公差一般为(0/—0
对于轴,尺寸 TB max ,由孔的通规 TBg min 确定
轴 TB 的公差与轴 TA 公差相等
对于轴,尺寸 Te 值,由孔的 Ke min 确定
对于轴,其通规的设计根据孔的 KA、KB、Ki、Ke 最小值以及综合公差来确定
综合偏差包含了: