镇海国家石油储备库100000m3双盘浮顶原油储罐焊接工艺方案 1 目 录 1、工程概况„„„„„„„„„„„„„„„„3 2、焊接材料管理„„„„„„„„„„„„„„4 3、边缘板焊接施工要领„„„„„„„„„„„5 4、罐底中幅板焊接施工要领„„„„„„„„„6 5、大角缝(壁板×边缘板)焊接施工要领„„„7 6、收缩缝焊接施工要领„„„„„„„„„„„8 7、壁板横缝自动焊焊接施工要领„„„„„„„9 8、壁板立缝自动焊焊接施工要领„„„„„„„13 9、焊接检验
„„„„„„„„„„„„„„„„16 10、施工安全措施„„„„„„„„„„„„„„17 镇海国家石油储备库100000m3双盘浮顶原油储罐焊接工艺方案 2 主要执行规范 GBJ128-90《立式圆筒形钢制焊接油罐施工及验收规范》 SH3530-2001《石油化工立式圆筒形钢制储罐施工工艺标准》 GB50236-98《现场设备、工艺管道焊接工程施工及验收规范》 JB4708-2000《钢制压力容器焊接工艺评定》 JB4709-2000《钢制压力容器焊接工艺规程》 JB4730-94《压力容器无损检测》 镇海国家石油储备库100000m3双盘浮顶原油储罐焊接工艺方案 3 一、 工程概况 镇海国家储备库原油罐一期工程10×104m3 浮顶油罐共计16 台,施工地点位于甬沪宁进口原油输送工程镇海中转油库与镇海炼化公司化肥厂之间,东面紧傍海堤
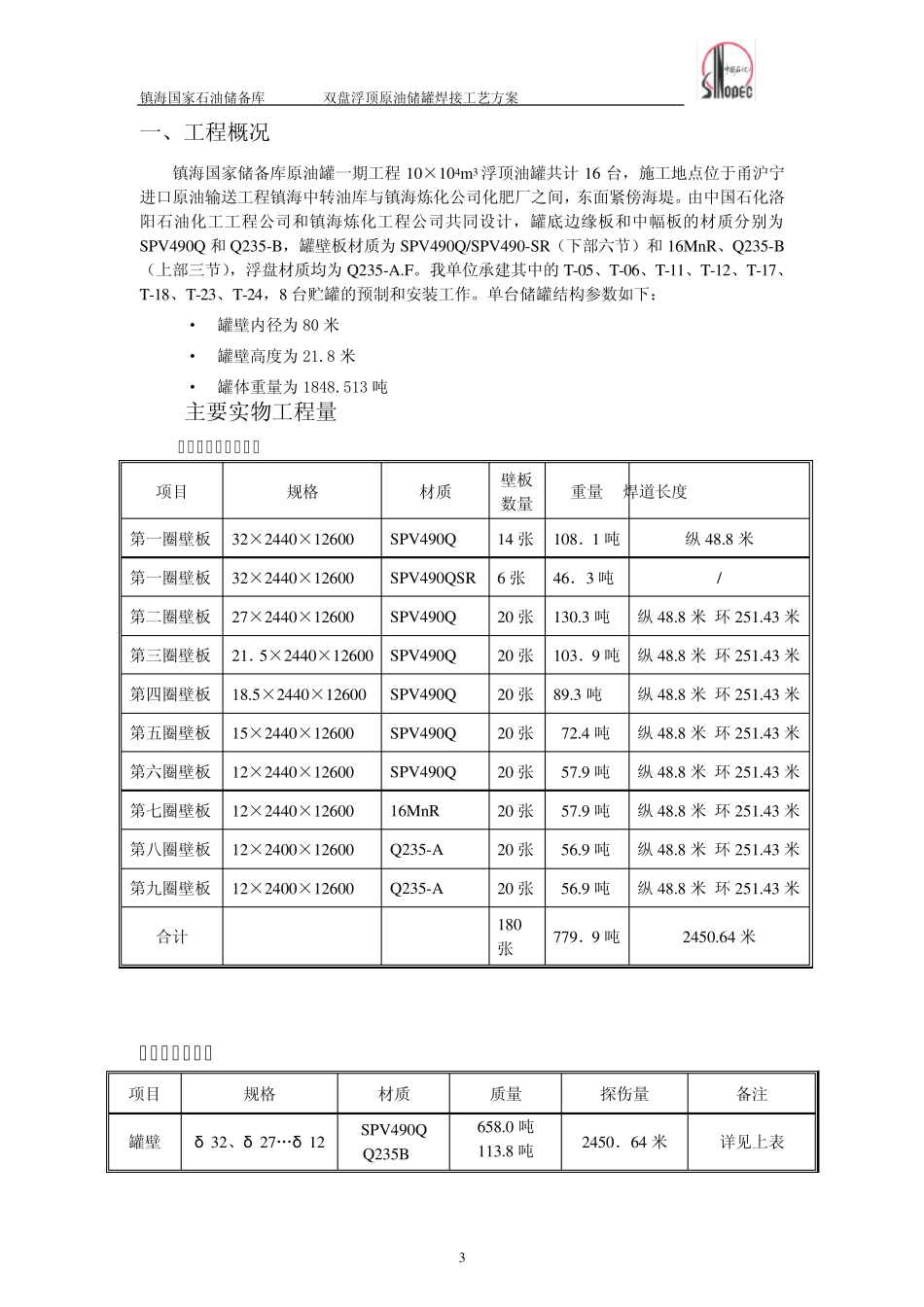
由中国石化洛阳石油化工工程公司和镇海炼化工程公司共同设计,罐底边缘板和中幅板的材质分别为SPV490Q 和Q235-B,罐壁板材质为SPV490Q/SPV490-SR(下部六节)和16MnR、Q235-B(上部三节),浮盘材质均为Q235-A
我单位承建其中的T-05、T-06、T-11、T-12、T-17、T-18、T-23、T-24,8 台贮罐的预制和安装工作