一、储罐清罐检测期间检测方法 较为常用的有外观检查、超声波测厚、漏磁检测相结合的技术方法
超声测厚技术 利用超声测厚技术检测罐底板腐蚀是一种传统的检测方法,其检测原理是将储罐停产、清空后,由工作人员进入罐内,利用超声波测厚仪对储罐罐底板逐点进行板厚的测量,然后根据板厚的变化情况评估罐底板腐蚀情况
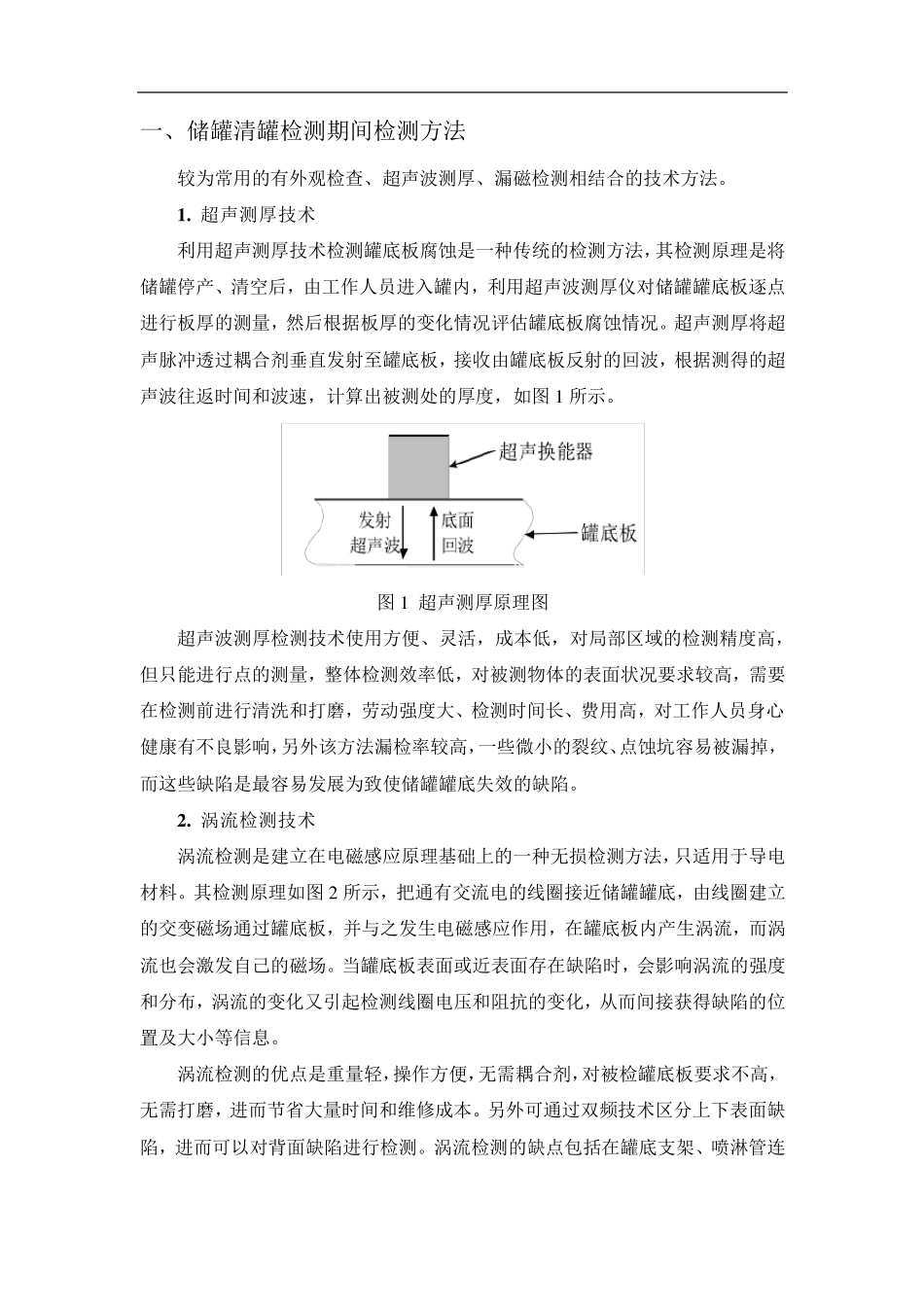
超声测厚将超声脉冲透过耦合剂垂直发射至罐底板,接收由罐底板反射的回波,根据测得的超声波往返时间和波速,计算出被测处的厚度,如图 1 所示
图 1 超声测厚原理图 超声波测厚检测技术使用方便、灵活,成本低,对局部区域的检测精度高,但只能进行点的测量,整体检测效率低,对被测物体的表面状况要求较高,需要在检测前进行清洗和打磨,劳动强度大、检测时间长、费用高,对工作人员身心健康有不良影响,另外该方法漏检率较高,一些微小的裂纹、点蚀坑容易被漏掉,而这些缺陷是最容易发展为致使储罐罐底失效的缺陷
涡流检测技术 涡流检测是建立在电磁感应原理基础上的一种无损检测方法,只适用于导电材料
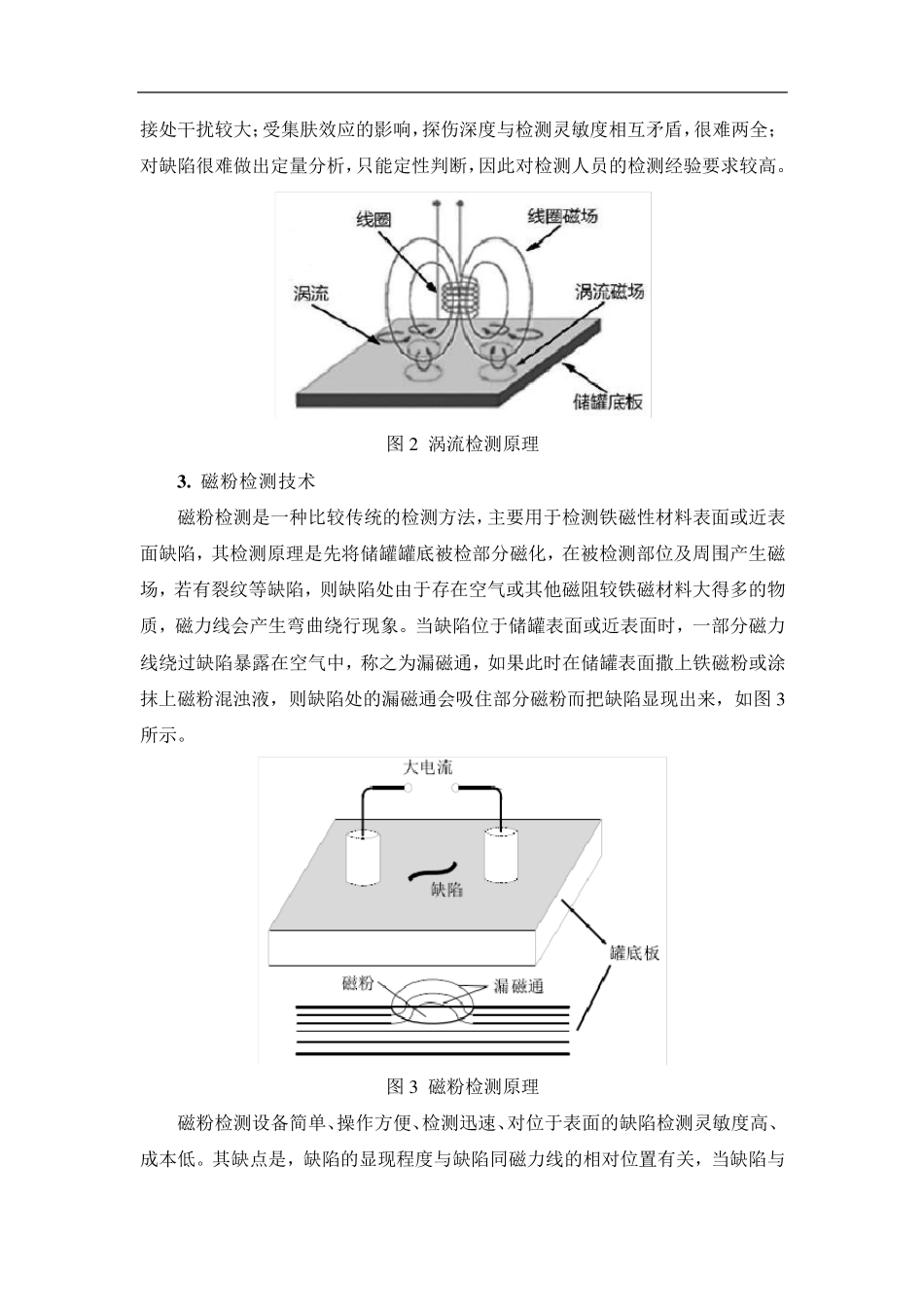
其检测原理如图 2 所示,把通有交流电的线圈接近储罐罐底,由线圈建立的交变磁场通过罐底板,并与之发生电磁感应作用,在罐底板内产生涡流,而涡流也会激发自己的磁场
当罐底板表面或近表面存在缺陷时,会影响涡流的强度和分布,涡流的变化又引起检测线圈电压和阻抗的变化,从而间接获得缺陷的位置及大小等信息
涡流检测的优点是重量轻,操作方便,无需耦合剂,对被检罐底板要求不高,无需打磨,进而节省大量时间和维修成本
另外可通过双频技术区分上下表面缺陷,进而可以对背面缺陷进行检测
涡流检测的缺点包括在罐底支架、喷淋管连 接处干扰较大;受集肤效应的影响,探伤深度与检测灵敏度相互矛盾,很难两全;对缺陷很难做出定量分析,只能定性判断,因此对检测人员的检测经验要求较高
图 2 涡流检测原理 3
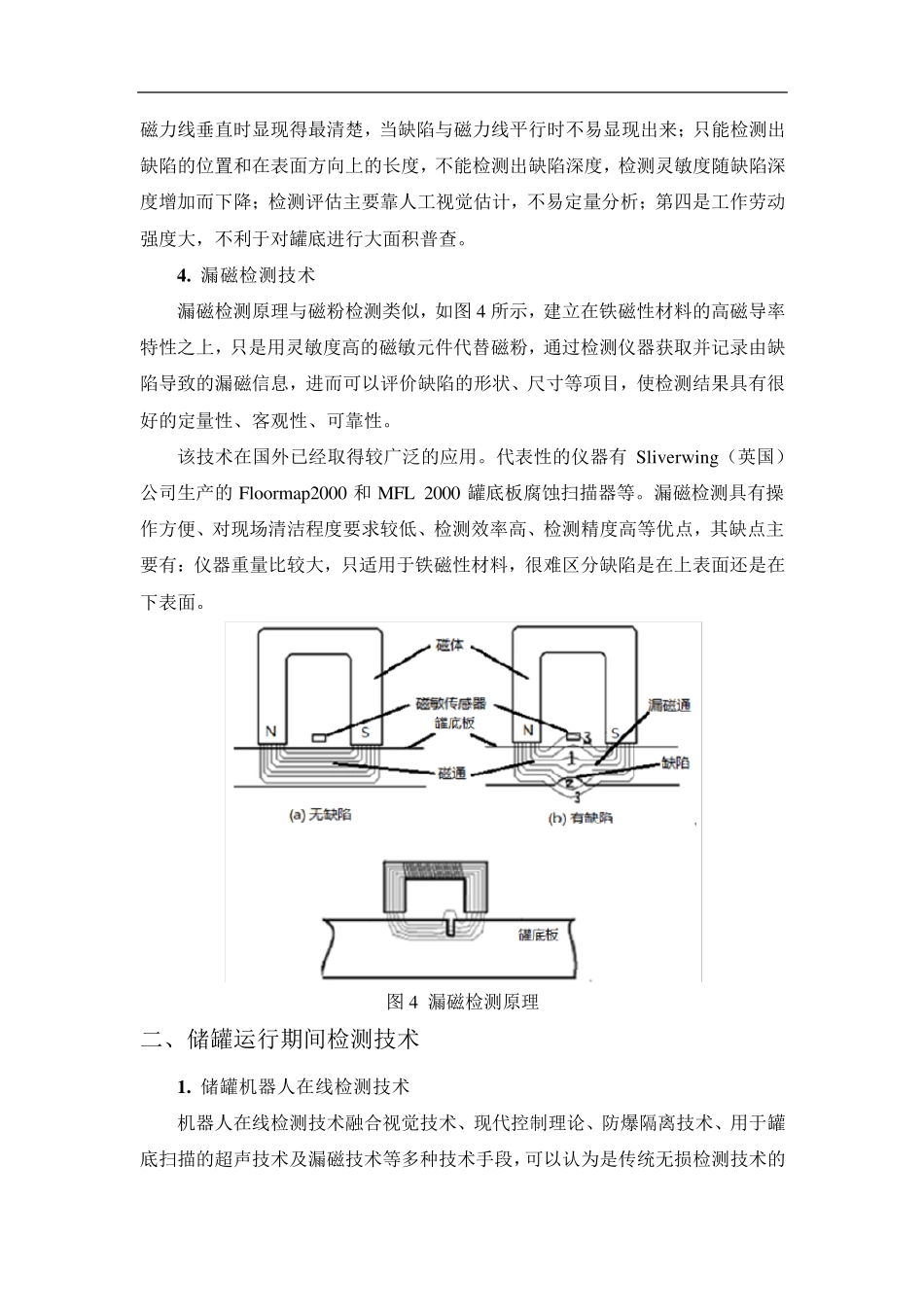
磁粉检测技术 磁粉检测是