螺旋风管施工工艺r、八、亠1 前言螺旋风管顾名思义就是螺旋状的圆形风管,较我们通常所用的普通矩形风管而言有密封性好、强度与刚性好、阻力小、噪声小、安装方便效率高、连接件少、连接点少,现将螺旋风管加工及安装做如下简述
2 施工前准备2
1 材料准备螺旋风管加工不同于矩形风管的加工,螺旋风管加工需要镀锌钢带,钢带的宽度要根据加工设备的磨具规格而定,有的设备磨具加工需要钢带宽度为 12
5mm,有的需要 13
7mm,因此采购材料时必须先和加工设备核对清楚,以免造成材料浪费及误工情况
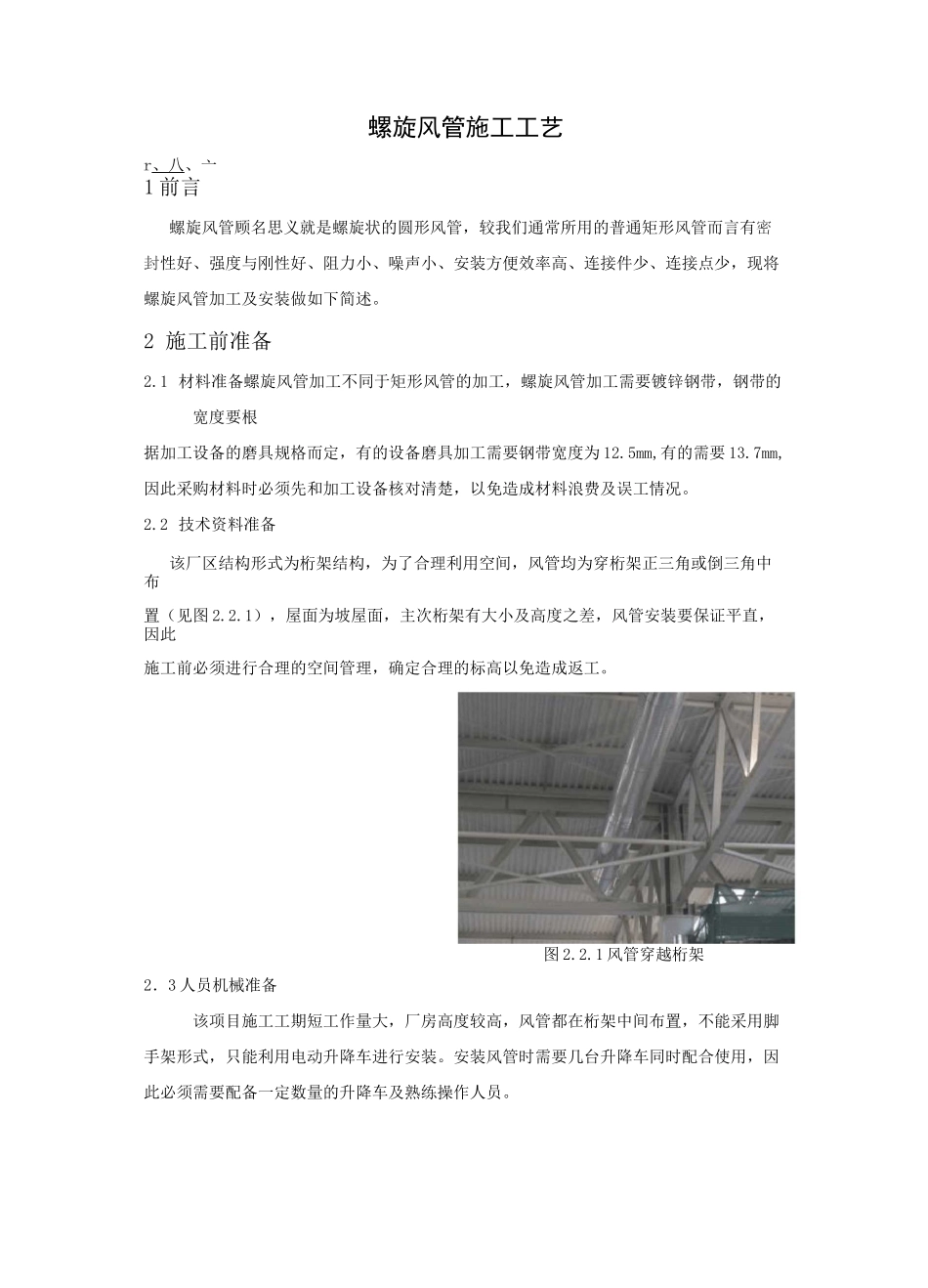
2 技术资料准备该厂区结构形式为桁架结构,为了合理利用空间,风管均为穿桁架正三角或倒三角中布置(见图 2
1),屋面为坡屋面,主次桁架有大小及高度之差,风管安装要保证平直,因此施工前必须进行合理的空间管理,确定合理的标高以免造成返工
1 风管穿越桁架2.3 人员机械准备该项目施工工期短工作量大,厂房高度较高,风管都在桁架中间布置,不能采用脚手架形式,只能利用电动升降车进行安装
安装风管时需要几台升降车同时配合使用,因此必须需要配备一定数量的升降车及熟练操作人员
3风管加工根据风管规格,需提前订制各种风管规格的磨具
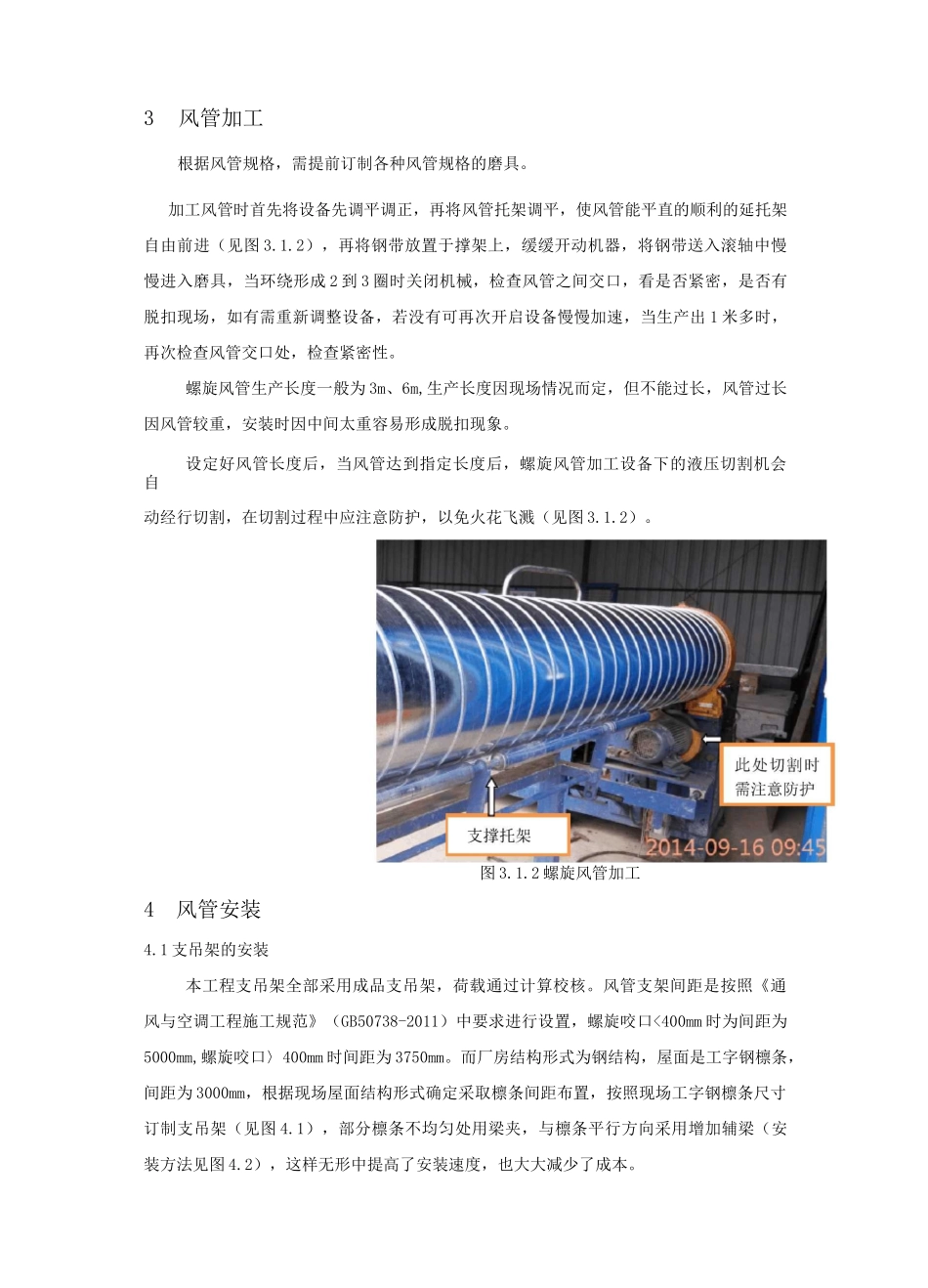
加工风管时首先将设备先调平调正,再将风管托架调平,使风管能平直的顺利的延托架自由前进(见图 3
2),再将钢带放置于撑架上,缓缓开动机器,将钢带送入滚轴中慢慢进入磨具,当环绕形成 2 到 3 圈时关闭机械,检查风管之间交口,看是否紧密,是否有脱扣现场,如有需重新调整设备,若没有可再次开启设备慢慢加速,当生产出 1 米多时,再次检查风管交口处,检查紧密性
螺旋风管生产长度一般为 3m、6m,生产长度因现场情况而定,但不能过长,风管过长因风管较重,安装时因中间太重容易形成脱扣现象
设定好风管长度后,当风管达到指定长度后,螺旋风管加工设备下的液压切割机会自动经行切割,在切