1 控制图的选择1
1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等
此类数据选用“均植和极差值 X—R〃控制图
2计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能连续取值的特性,例如不合格数、不良品率等
此类数据选用“P〃控制图
2X-R 控制图绘制步骤2
1决定须控制的特性
2收集 25 组数据
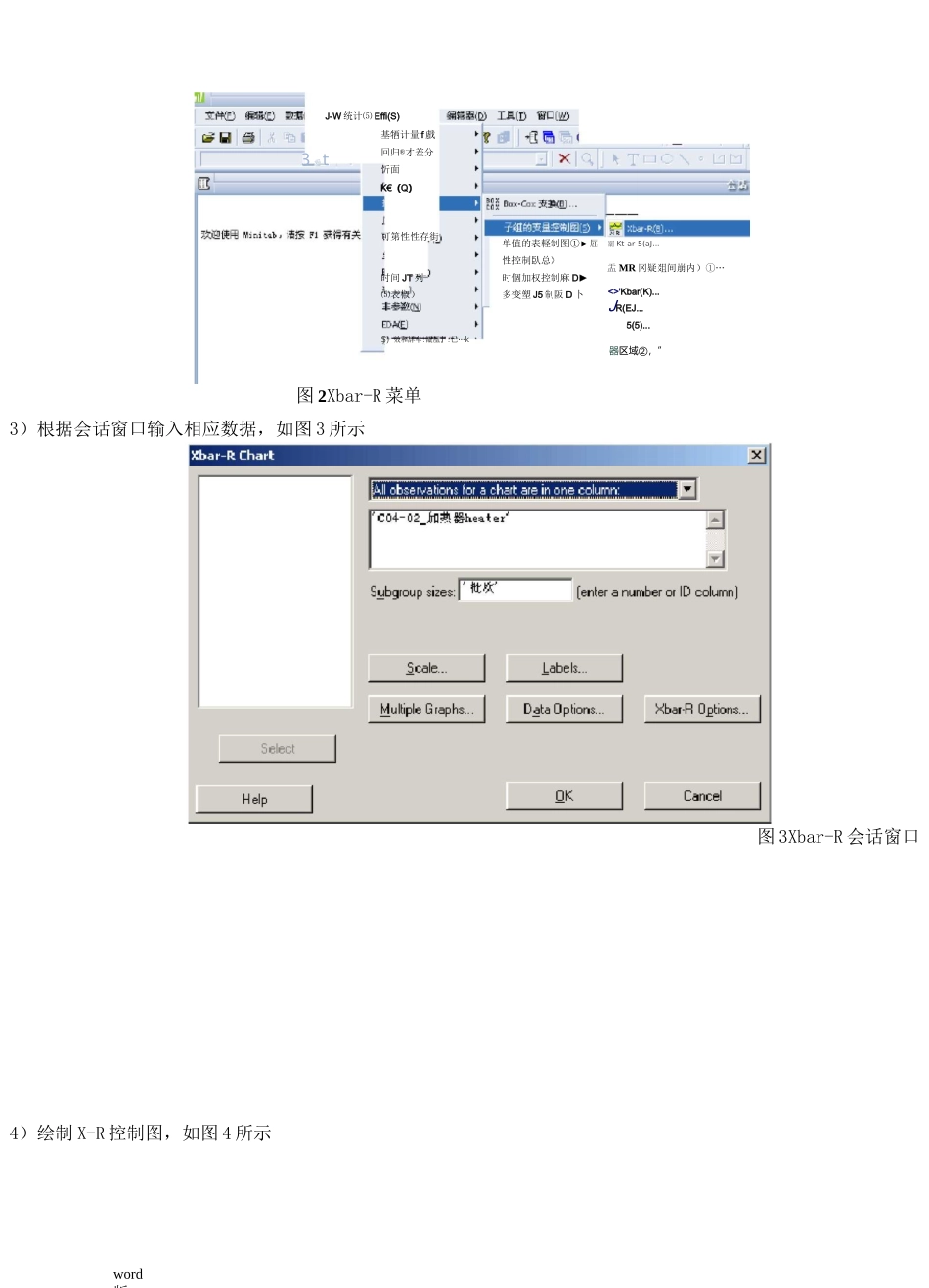
3 使用 MiniTab 软件绘制控制图1)数据录入 MiniTab 工作表,如图 1 所示;图 1MiniTab 工作表2)选择 Xbar-R 菜单,如图 2 所示word版图 2Xbar-R 菜单3)根据会话窗口输入相应数据,如图 3 所示图 3Xbar-R 会话窗口4)绘制 X-R 控制图,如图 4 所示3 愛t罷 Kt-ar-5(aJ
盂 MR 冈疑爼间崩内)①…S)效和詳车:甑凰』:巳…kJ-W 统计⑸ Effi(S)基牺计量 f 戲回归®才差分忻面K€(Q)可第性性存街单值的表軽制图①►屈性控制臥总》时個加权控制麻 D►多变塑 J5 制阪 D 卜'Kbar(K)
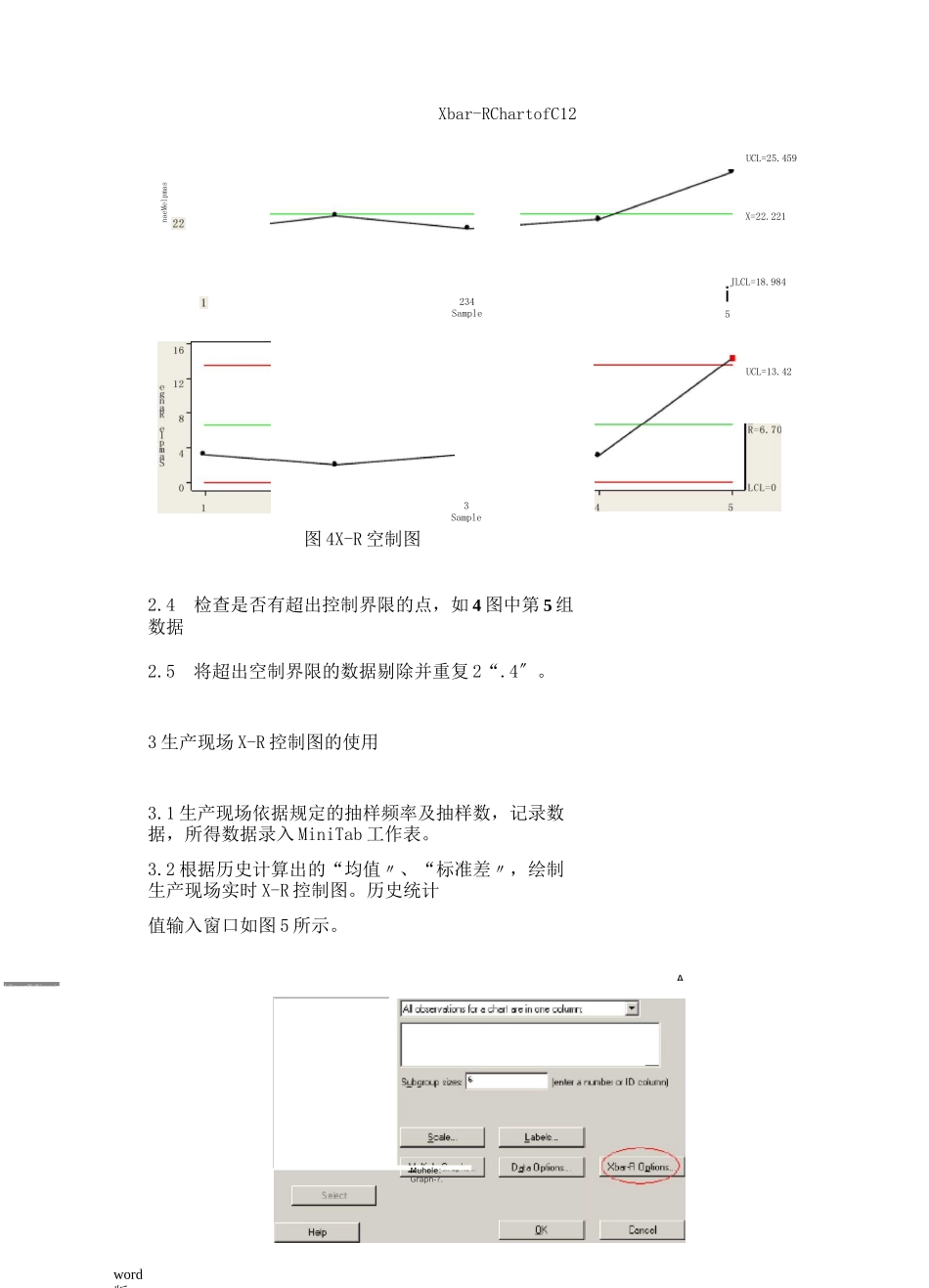
器区域②,”时间 JT 列⑸表椒)word版'C12JJword版Xbar-RChartofC12图 4X-R 空制图2
4检查是否有超出控制界限的点,如 4 图中第 5 组数据2
5将超出空制界限的数据剔除并重复 2“
3 生产现场 X-R 控制图的使用3
1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入 MiniTab 工作表
2 根据历史计算出的“均值〃、“标准差〃,绘制生产现场实时 X-R 控制图
历史统计值输入窗口如图 5 所示
Xbar-RChartAMuhole:Graph-
UCL=25
459naeMelpmasX=22
221234Sam