华中世纪星数控车床 轴类零件程序输入、对刀及仿真操作 前言 本文以轴类零件为例,详细介绍了华中世纪星数控车床程序输入、对刀及仿真操作方法,适用大专院校数控专业学生数控实训操作辅导及科技人员编程参考
轴类零件信息 1
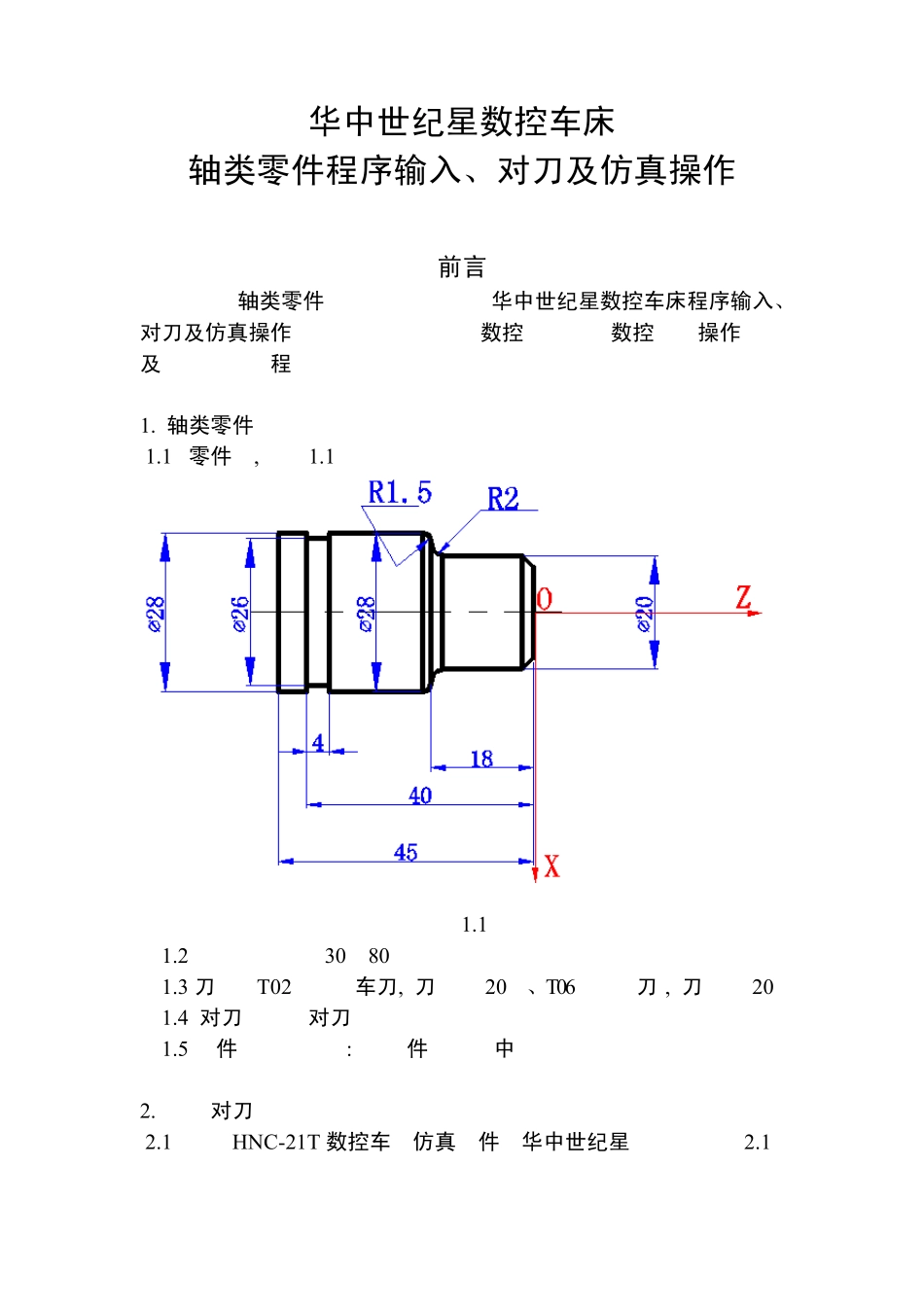
1 零件图,见图 1
2 加工毛坯:Φ30×80 1
3 刀具:T02(外圆车刀, 刀片长 20)、T06(切断刀 , 刀片长 20) 1
4 对刀:试切对刀 1
5 工件坐标系设定: 在工件右端面中心 2
试切对刀 2
1 运行 HNC-21T数控车削仿真软件(华中世纪星系统)如图 2
2 输入、编辑程序 2
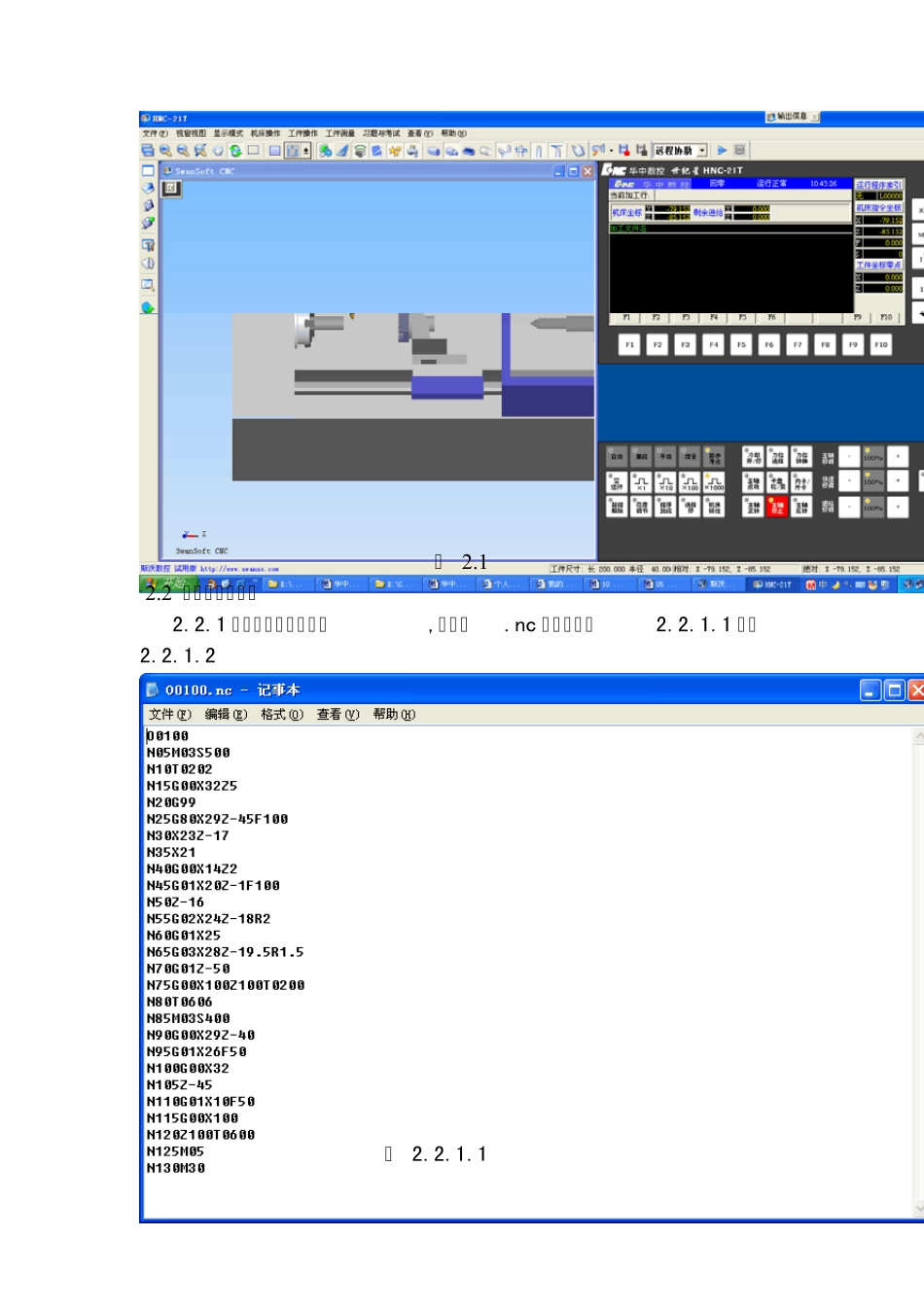
1 在记事本上输入程序,保存为
nc 文件,如图2
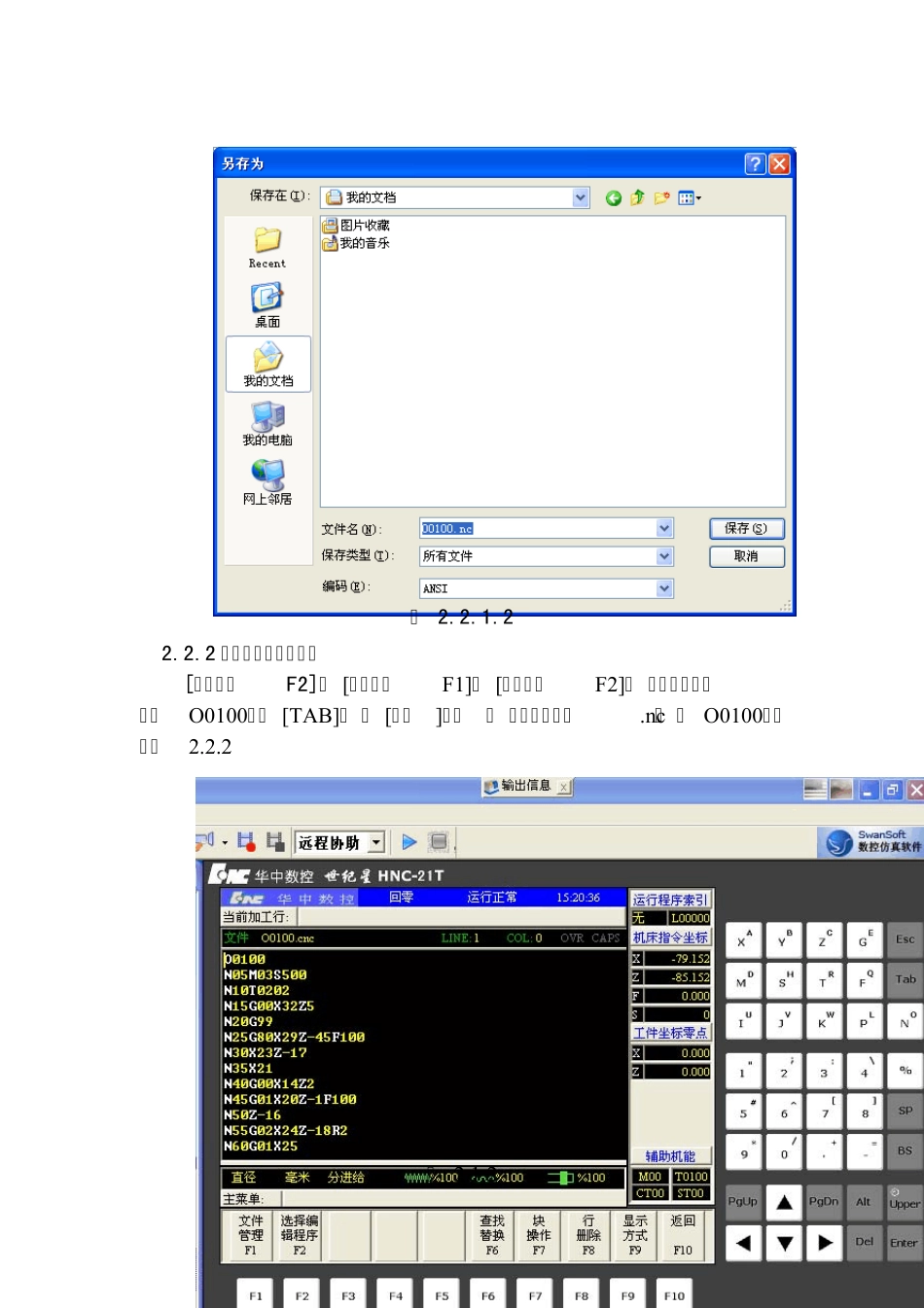
2 将程序导入数控系统 [程序编辑F2]Î [文件管理F1]Î [新建文件F2]Î 输入新文件名(例O0100)Î [TAB]键 Î [打开]按钮Î 选择代码文件
nc( 例 O0100),如图2
3 机床参数设置 [参数设置]按钮Î [机床参数]: 选择 (后置刀架、八方刀架), 如图 2
4 安装刀具 [刀具管理]按钮:选择有关刀具, 如图2
5 颜色参数设置 [参数设置]按钮Î [显示颜色]:选择[刀具加工后工件显示颜色[和[刀路轨迹显示颜色], 如图2
6 安装工件 [工件设置]按钮Î [设置毛坯]:选择工件的直径和长度, 如图2
7 试切对刀,将工件坐标系设定在工件右端面的中心
1 T02刀(外圆刀)对刀 2
1 先进行手