华中数控系统用户手册 附录一 附录一 华中数控指令格式 数控程序是若干个程序段的集合
每个程序段独占一行
每个程序段由若干个字组成,每个字由地址和跟随其后的数字组成
地址是一个英文字母
一个程序段中各个字的位置没有限制,但是,长期以来以下排列方式已经成为大家都认可的方式: N- G- X- Y- Z- ···· F- S- T- M- LF 行号 准备功能 位置代码 进给速度 主轴转速 刀具号 辅助功能 行结束 在一个程序段中间如果有多个相同地址的字出现,或者同组的G 功能,取最后一个有效
1 行号 Nxxxx 程序的行号,可以不要,但是有行号,在编辑时会方便些
行号可以不连续
行号最大为9999,超过后从再从 1 开始
选择跳过符号“/”,只能置于一程序的起始位置,如果有这个符号,并且机床操作面板上“选择跳过”打开,本条程序不执行
这个符号多用在调试程序,如在开冷却液的程序前加上这个符号,在调试程序时可以使这条程序无效,而正式加工时使其有效
2 准备功能 地址“G”和数字组成的字表示准备功能,也称之为G 功能
G 功能根据其功能分为若干个组,在同一条程序段中,如果出现多个同组的G 功能,那么取最后一个有效
G 功能分为模态与非模态两类
一个模态 G 功能被指令后,直到同组的另一个G 功能被指令才无效
而非模态的G 功能仅在其被指令的程序段中有效
例: …… N10 G01 X250
N11 G04 X100 N12 G01 Z-120
N13 X380
…… 在这个例子的N12 这条程序中出现了“G01”功能,由于这个功能是模态的,所以尽管在 N13 这条程序中没有“G01”,但是其作用还是存在的
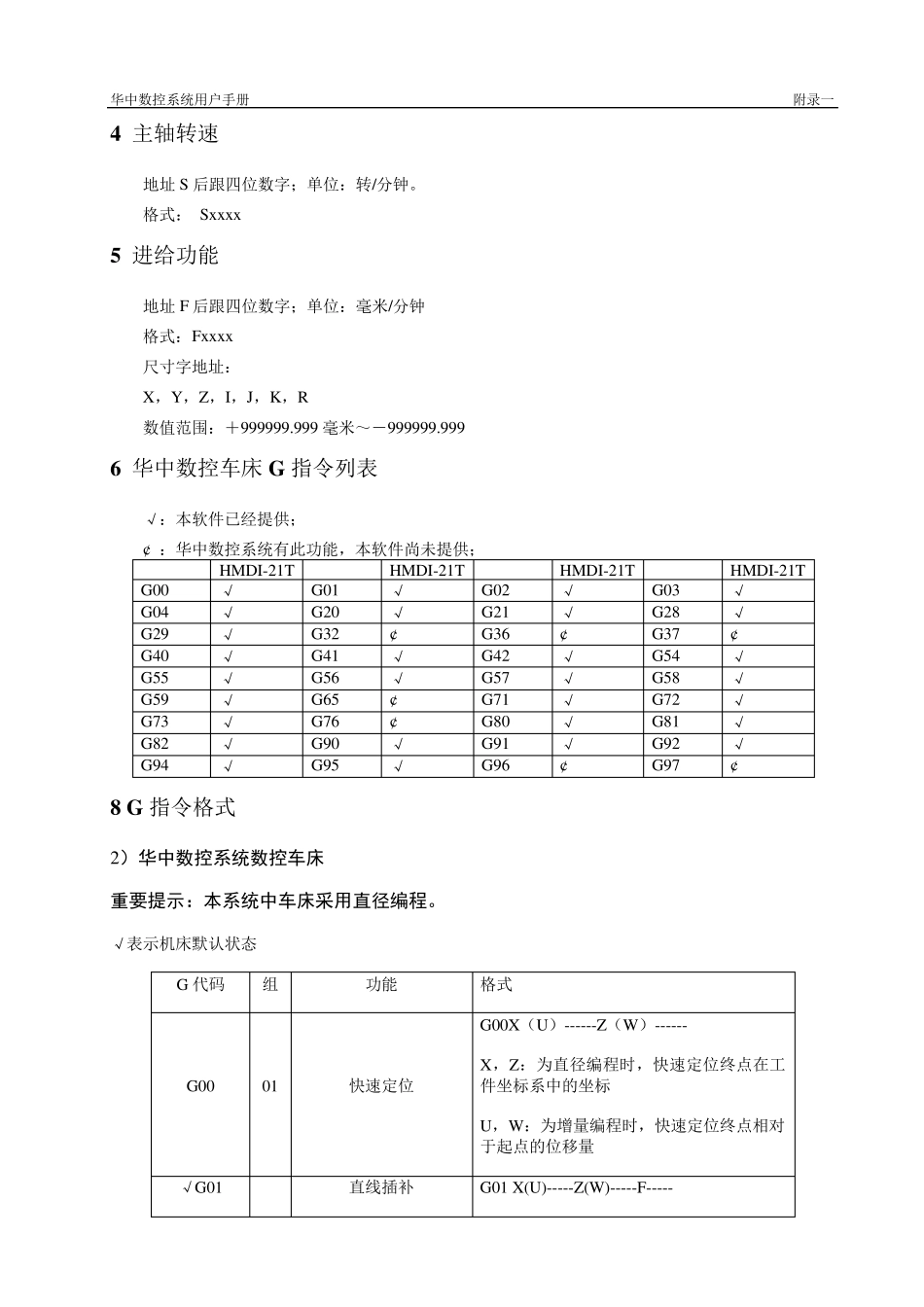
本软件支持的G 指令见“6 华中数控车床 G 指令列表”和“7 华中数控铣床及加工中心 G 指令列表”
3 辅助功能 地址“M”和两