单螺杆塑料挤出机 1 范围 本标准规定了单螺杆塑料挤出机的基本参数,技术要求,试验方法与检验规则,标志,包 装,运输,贮存
本标准适用于加工塑料制品的单螺杆塑料挤出机(以下简称”挤出机”),不适用于专用挤出机
2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文
本标准出版时, 所示版本均为有效
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性
GB191-85 包装储运图示标志 GB985-88 气焊,手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸
GB1184-80 形状和位置公差 未标注公差的规定 GB1801-79 公差与配合 尺寸至 500mm 孔,轴公差带与配合 GB4340-84 金属维氏硬度试验方法 GB6388-86 运输包装收发货标志 GB11336-89 直线度误差检测 GB11354-89 钢铁零件 渗氮层深度测定和金相组织检验 GB/T13306-91标牌 GB/T13384-92 机电产品包装通用技术条件 JB/Z286-87 二氧化碳气体保护焊工艺规程 ZB G95 010-88 橡胶塑料机械涂漆通用技术条件 3 基本参数 3
1 系列:螺杆直径20,25,30,35,40,45,50,55,60,65,70,80,90,100,120,150,200,250,300mm
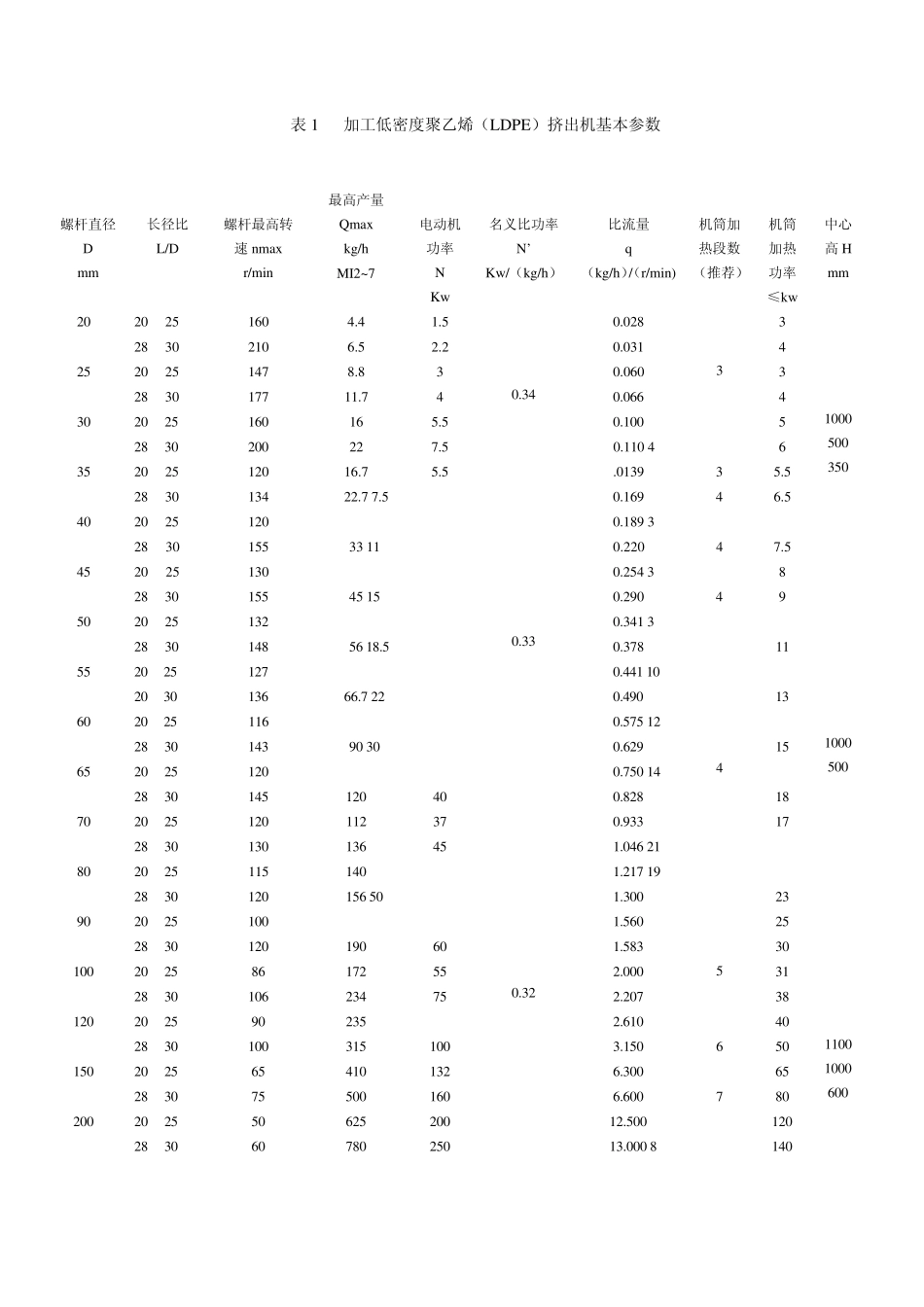
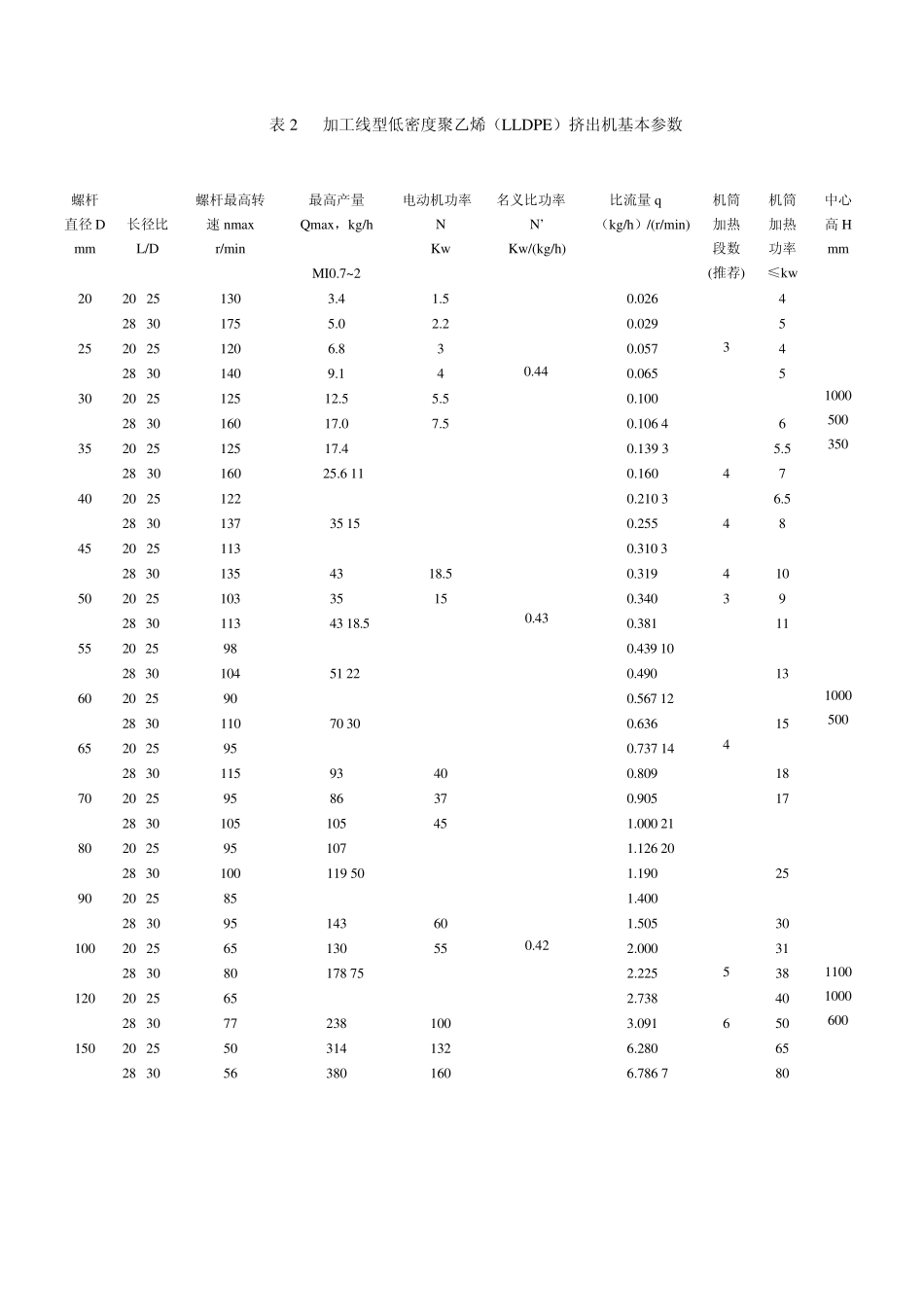
2 基本参数应符合表1~表5 的规定
表1 以加工低密度聚乙烯为主,表2 以加工线性 低密度聚乙烯为主,表3 以加工高密度聚乙烯为主,表4 以加工聚丙烯为主,表5 以加工硬,软聚氯乙烯为主
3 基本参数中,主要考核合乎质量要求的产量,名义比功率及比流量
1表1~表4最高产量的考核:挤出机试制鉴定时,应不低于表列最高产量值;成批生产时,挤出机考核60%最高转速时的比流量应不小于规定值