卧式混流式水轮机安装 卧式机组安装前,除作好设备验收,清点工作外,还要根据制造厂说明书和设计图纸对预埋的引水管口、尾水管预留孔位及各基础螺栓孔位置进行测量检查,及早发现问题及时处理
卧式混流式水轮机安装的主要项目有:埋设部分的安装,蜗壳安装,基座及轴承的安装,水轮机转动部分的安装,轴线调整等项
一、埋设部分的安装 卧式混流式机组埋设部分包括主阀、伸缩节、进水弯管
通常把这几件组合成一体,吊装就位后进行一次性调整,以减少调整工作量
调整台格后,加以固定,浇注二期混凝土
二、蜗壳安装 卧式混流武水轮机的蜗壳通常与座环浇铸(焊)成整体,并与导水机构组装成整体到货的
蜗壳安装仍然是将这些部件分解清扫组装成整体后进行的,这样使部件组装更为方便,更能保证装配质量
蜗壳的吊装就位是在埋设部分的二期混凝土养生合格后进行的
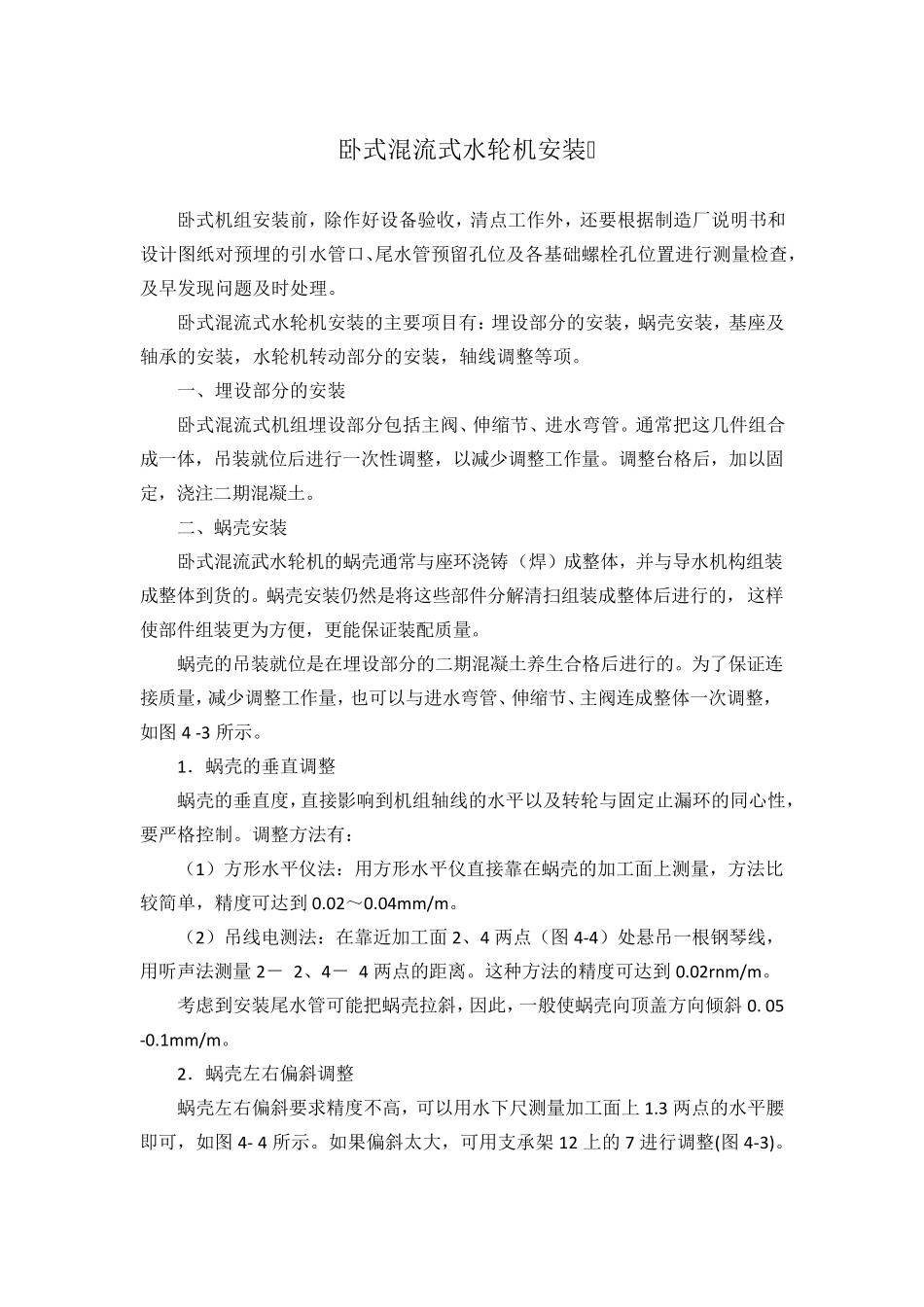
为了保证连接质量,减少调整工作量,也可以与进水弯管、伸缩节、主阀连成整体一次调整,如图4 -3 所示
1.蜗壳的垂直调整 蜗壳的垂直度,直接影响到机组轴线的水平以及转轮与固定止漏环的同心性,要严格控制
调整方法有: (1)方形水平仪法:用方形水平仪直接靠在蜗壳的加工面上测量,方法比较简单,精度可达到 0
04mm/m
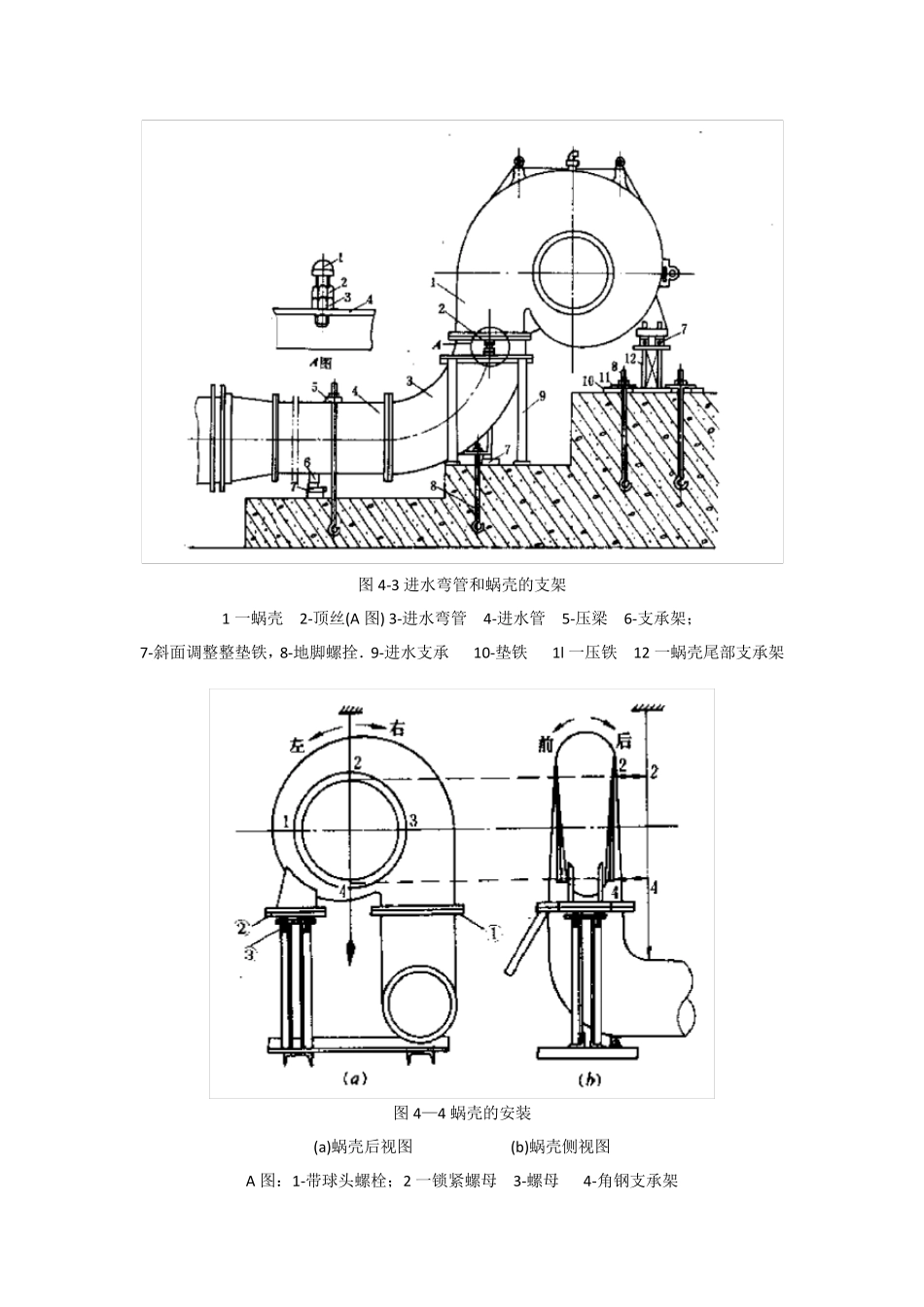
(2)吊线电测法:在靠近加工面 2、4 两点(图4-4)处悬吊一根钢琴线,用听声法测量 2- 2、4- 4 两点的距离
这种方法的精度可达到 0
02rnm/m
考虑到安装尾水管可能把蜗壳拉斜,因此,一般使蜗壳向顶盖方向倾斜 0
2.蜗壳左右偏斜调整 蜗壳左右偏斜要求精度不高,可以用水下尺测量加工面上 1
3 两点的水平腰即可,如图4- 4 所示
如果偏斜太大,可用支承架 12 上的7 进行调整(图4-3)
图4-3 进水弯管和蜗壳的支架 1 一蜗壳 2-顶丝(A 图) 3-进水弯管 4-进水管 5-压梁