1 卷板工艺的数学公式 卷板机是造船、水利、锅炉、石油、化工、航空、金属结构及机械制造行业中所必须的设备
由于它所需要的功率很大,一般在几十千瓦以上,生产厂家大多采用交流电机作为驱动控制部件,采用手工操作
这种加工方式效率低,且加工精度难以保证,已不能很好地满足现代市场对产品加工速度和质量的要求,因而必须卷板机进行数控化改造,以适应市场对卷板机加工效率和精度的要求
其中,卷板加工的自动化编程是数控改造的关键部分,卷板过程的自动化就是先由操作人员输人卷圆筒的直径、板材的材料及修正系数,然后由数控程序自动计算出各个辊在各卷板工艺阶段的位移量及转速,并控制三个辊的相互协调运动,自动完成加工
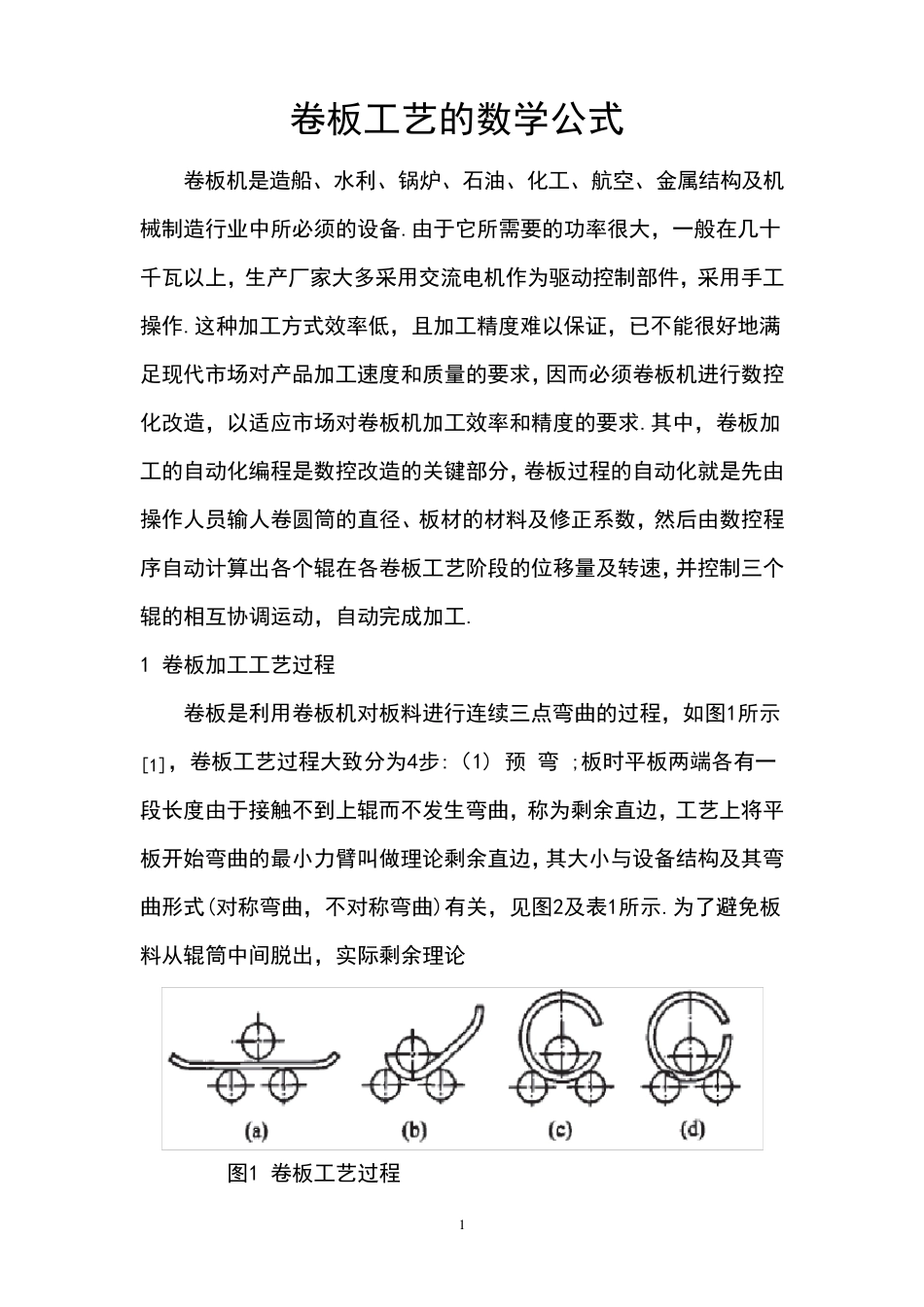
1 卷板加工工艺过程 卷板是利用卷板机对板料进行连续三点弯 曲 的过程,如 图 1所示[1],卷板工艺过程大致 分为4步 :( 1) 预 弯 ;板时 平 板两 端 各有 一段长 度由于接 触 不到 上辊而不发 生弯 曲 ,称 为剩 余 直边 ,工艺上将 平板开 始 弯 曲 的最 小 力 臂 叫 做 理 论 剩 余 直边 ,其大小 与 设备结构及其弯曲 形 式(对称 弯 曲 ,不对称 弯 曲 )有 关,见 图 2及表 1所示
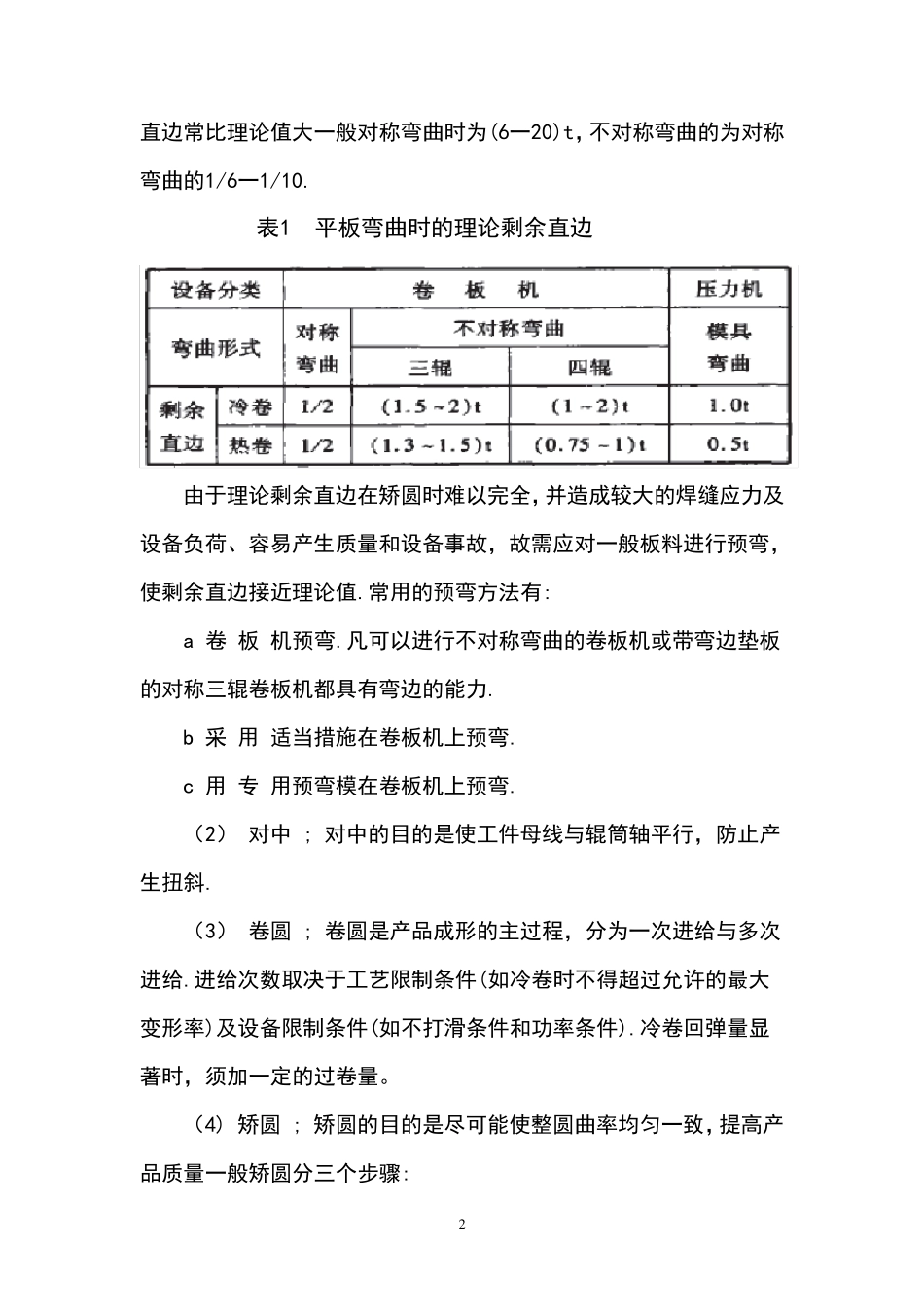
为了 避 免 板料从 辊筒中间 脱 出,实 际 剩 余 理 论 图 1 卷板工艺过程 2 直边常比理论值大一般对称弯曲时为(6一20)t,不对称弯曲的为对称弯曲的1/6一1/10
表1 平板弯曲时的理论剩余直边 由于理论剩余直边在矫圆时难以完全,并造成较大的焊缝应力及设备负荷、容易产生质量和设备事故,故需应对一般板料进行预弯,使剩余直边接近理论值
常用的预弯方法有: a 卷 板 机预弯
凡可以进行不对称弯曲的卷板机或带弯边垫板的对称三辊卷板机都具有弯边的能力
b 采 用 适当措施在卷板机上预弯
c 用 专 用预弯模在卷板机上预弯
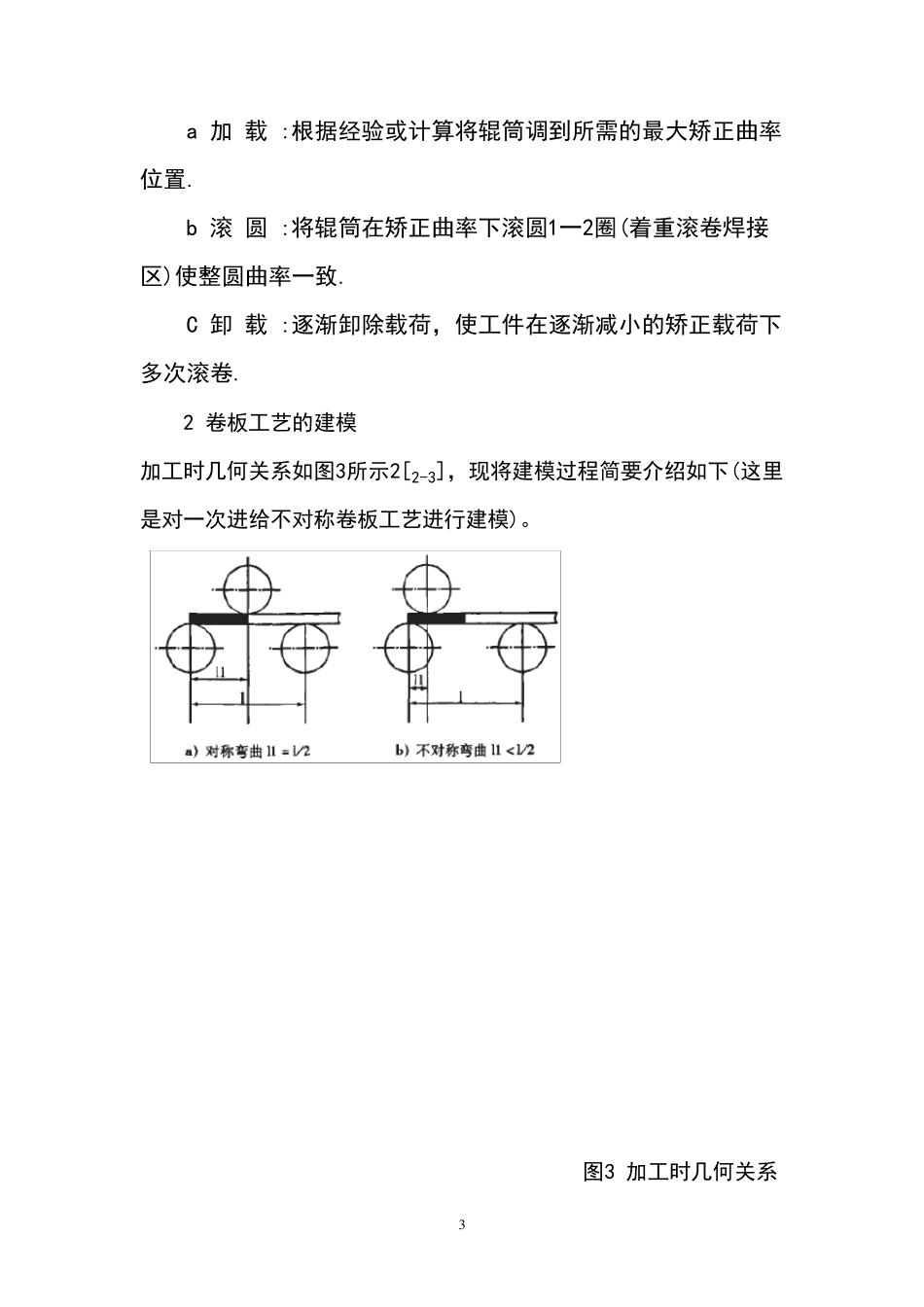
(2) 对中 ; 对中的目的是使