页 1 滚筒加工作业指导书 编制: 审核: 批准: 山东东泰矿山装备有限公司 卷制滚筒加工作业指导书 一、范围 规定了卷制滚筒加工遵守的规则,适用于本公司产品的卷制滚筒加工
页 2 二、工艺分析 3
1 工作者接到加工任务后,应借领加工所需的产品图样
2 据产品图样及技术要求,有工艺规程的应看清、看懂,无工艺规程的按通用工艺制定自己的加工工步
有疑问之处找相关技术人员问清后再进行加工
3 3 产品图样及工艺要求复核工件毛坯或半成品是否符合要求,有问题应找有关人员反映,待处理后方能进行加工
4 据图样中的尺寸以及工艺要求,准备好所需的工、卡、量具以及工艺装备
对新工艺装备要熟悉其使用要求,操作方法,且不可随意拆卸或更换零件
三、工艺路线流程图: 五、工艺路线流程: 5
1 下料(筒皮): 5
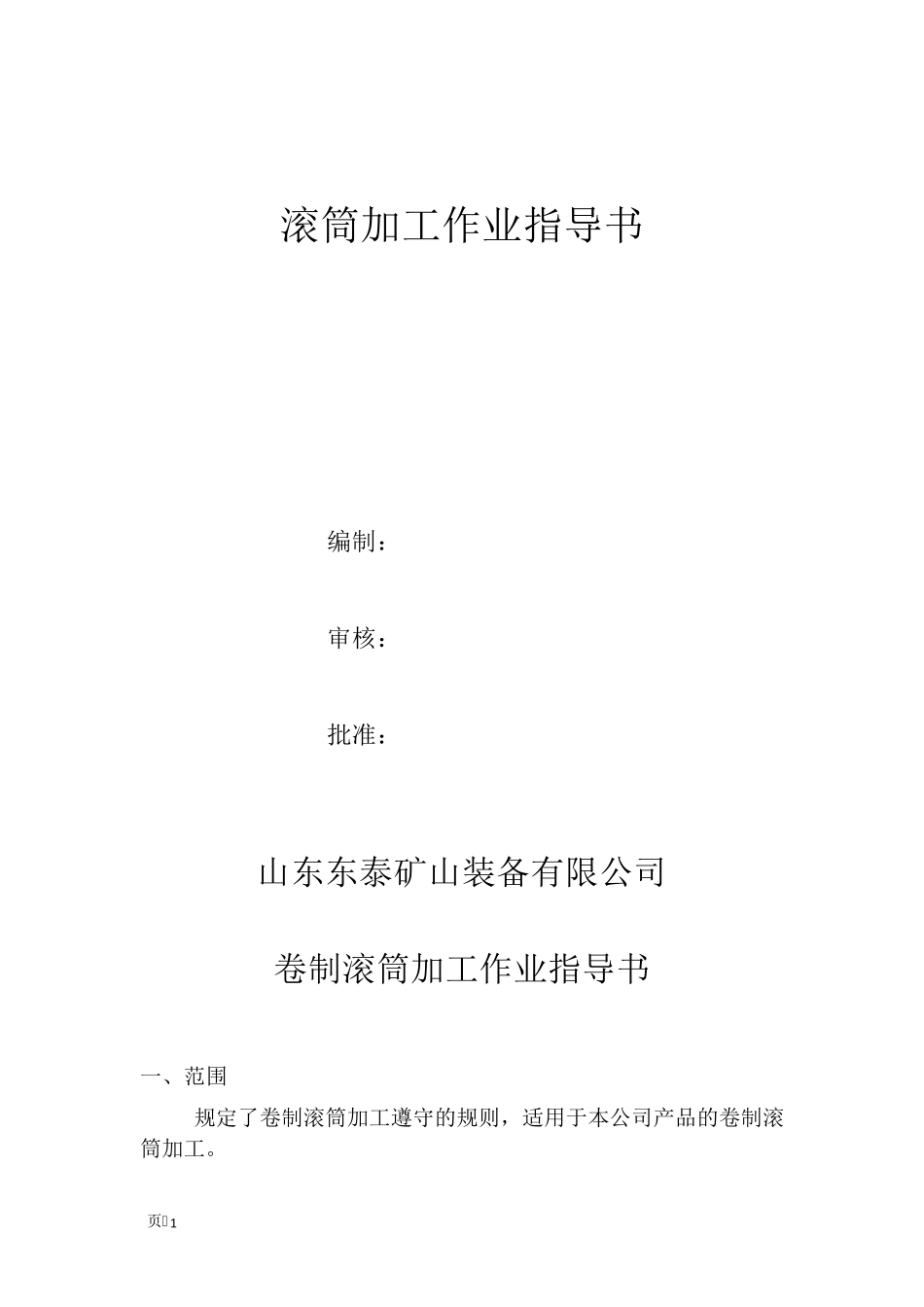
1-2 筒皮下料示意图 : 打坡口 车(止口) 校圆 焊接 卷 下料(筒皮) 探伤 组焊(接盘) 结束 车(筒体)组装 焊接(外环缝) 探伤 页 3 原材料:Q235-A 钢板 5
1-1 检查筒皮用钢板是否符合以下要求: (1) 钢板毛坯厚度(简称T 毛)要比图纸上筒皮加工后的净厚度(简称T 净)大3~4 毫米
即:T 毛=T 净+3~4 (2) 用1 米长直尺测量钢板毛坯的平面度,在任意位置和方向上要不大于1 毫米,否则要先调平再下料,调平可采用氧乙炔火焰烤点法或用卷板机、压力机调平
筒皮用钢板下料尺寸的计算:L=π(D 内+T 毛);B=B 净+20 上两式中:L——筒皮展开长;D 内——图纸中筒皮的内径;B——下料宽度;B 净——图纸中筒皮的净长度
量具的选择 : 手锤、钢直尺、钢卷尺
机床的选择:用叉车,将钢板叉至剪板机旁,再用行车将板吊起,用剪板机下料:952mm*502mm
下料后去除熔渣并对工件尺寸进行检验,两对角线之