1 压力管道涂漆防腐工艺导则 1 范围 本标准适用于各种工业管道、各种公用管道的涂漆防腐工程
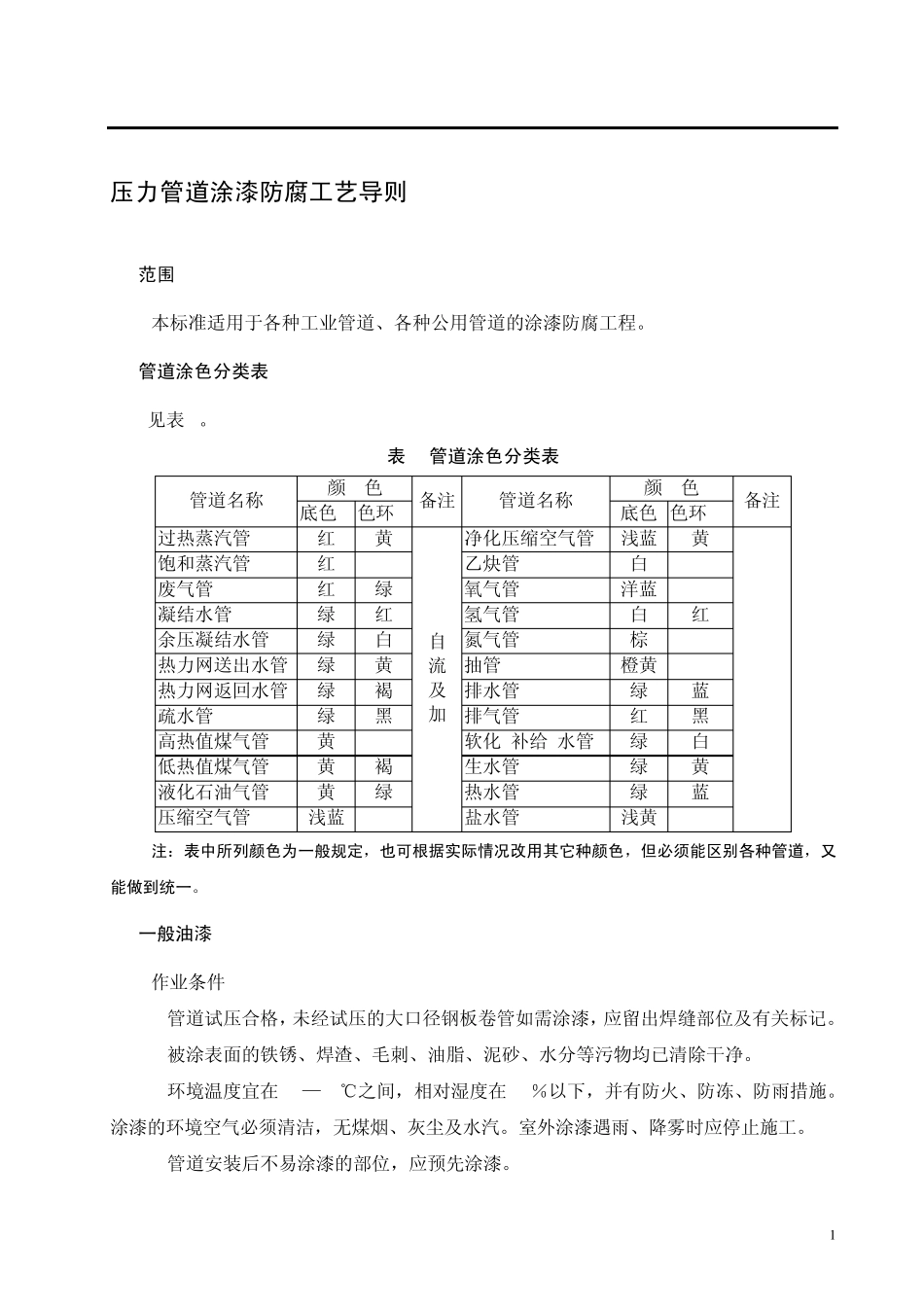
2 管道涂色分类表 见表 1
表1 管道涂色分类表 管道名称 颜 色 备注 管道名称 颜 色 备注 底色 色环 底色 色环 过热蒸汽管 红 黄 自 流 及 加 净化压缩空气管 浅蓝 黄 饱和蒸汽管 红 乙炔管 白 废气管 红 绿 氧气管 洋蓝 凝结水管 绿 红 氢气管 白 红 余压凝结水管 绿 白 氮气管 棕 热力网送出水管 绿 黄 抽管 橙黄 热力网返回水管 绿 褐 排水管 绿 蓝 疏水管 绿 黑 排气管 红 黑 高热值煤气管 黄 软化(补给)水管 绿 白 低热值煤气管 黄 褐 生水管 绿 黄 液化石油气管 黄 绿 热水管 绿 蓝 压缩空气管 浅蓝 盐水管 浅黄 注:表中所列颜色为一般规定,也可根据实际情况改用其它种颜色,但必须能区别各种管道,又能做到统一
3 一般油漆 3
1 作业条件 3
1 管道试压合格,未经试压的大口径钢板卷管如需涂漆,应留出焊缝部位及有关标记
2 被涂表面的铁锈、焊渣、毛刺、油脂、泥砂、水分等污物均已清除干净
3 环境温度宜在15—35℃之间,相对湿度在70%以下,并有防火、防冻、防雨措施
涂漆的环境空气必须清洁,无煤烟、灰尘及水汽
室外涂漆遇雨、降雾时应停止施工
4 管道安装后不易涂漆的部位,应预先涂漆
HY DBP 321-2004 2 3
2 表面处理涂料施工前,应将管道表面的油垢及氧化物等消除
焊缝处不得有焊渣、毛刺
表面个别部分凹凸不平的长度不得超过 5mm
管材表面的锈层可用下列方法消除: 3
1 手工处理 用锤、刮刀、挫刀、钢丝刷或砂纸等将金属表面的锈层、氧化皮、铸砂等除掉
金属表面浮锈较厚时,先用锤等敲掉锈层,但不得损伤金属表面;锈蚀不厚时,直接用钢丝刷、砂纸擦拭表面,直至露出金属本色,再用