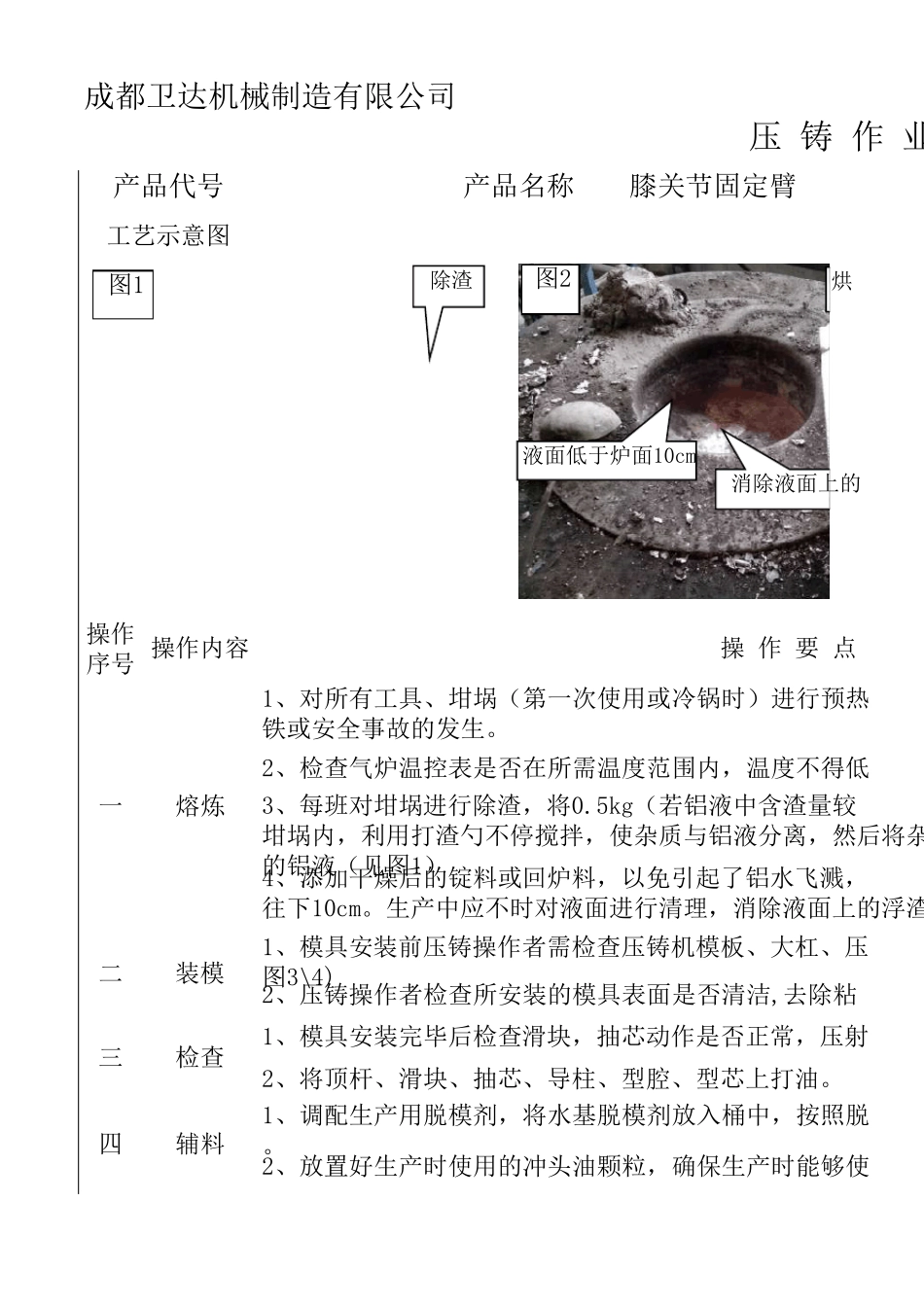
成都卫达机械制造有限公司操作序号3、每班对坩埚进行除渣,将0
5kg(若铝液中含渣量较坩埚内,利用打渣勺不停搅拌,使杂质与铝液分离,然后将杂的铝液(见图1)工艺示意图操作内容操 作 要 点 压 铸 作 业产品代号产品名称膝关节固定臂三检查1、模具安装完毕后检查滑块,抽芯动作是否正常,压射2、将顶杆、滑块、抽芯、导柱、型腔、型芯上打油
4、添加干燥后的锭料或回炉料,以免引起了铝水飞溅,往下10cm
生产中应不时对液面进行清理,消除液面上的浮渣二装模1、模具安装前压铸操作者需检查压铸机模板、大杠、压图3\4)2、压铸操作者检查所安装的模具表面是否清洁,去除粘一熔炼1、对所有工具、坩埚(第一次使用或冷锅时)进行预热铁或安全事故的发生
2、检查气炉温 控 表是否在 所需温 度 范 围 内,温 度 不得 低四辅 料1、调 配 生产用脱 模剂 ,将水基 脱 模剂 放 入 桶 中,按 照 脱
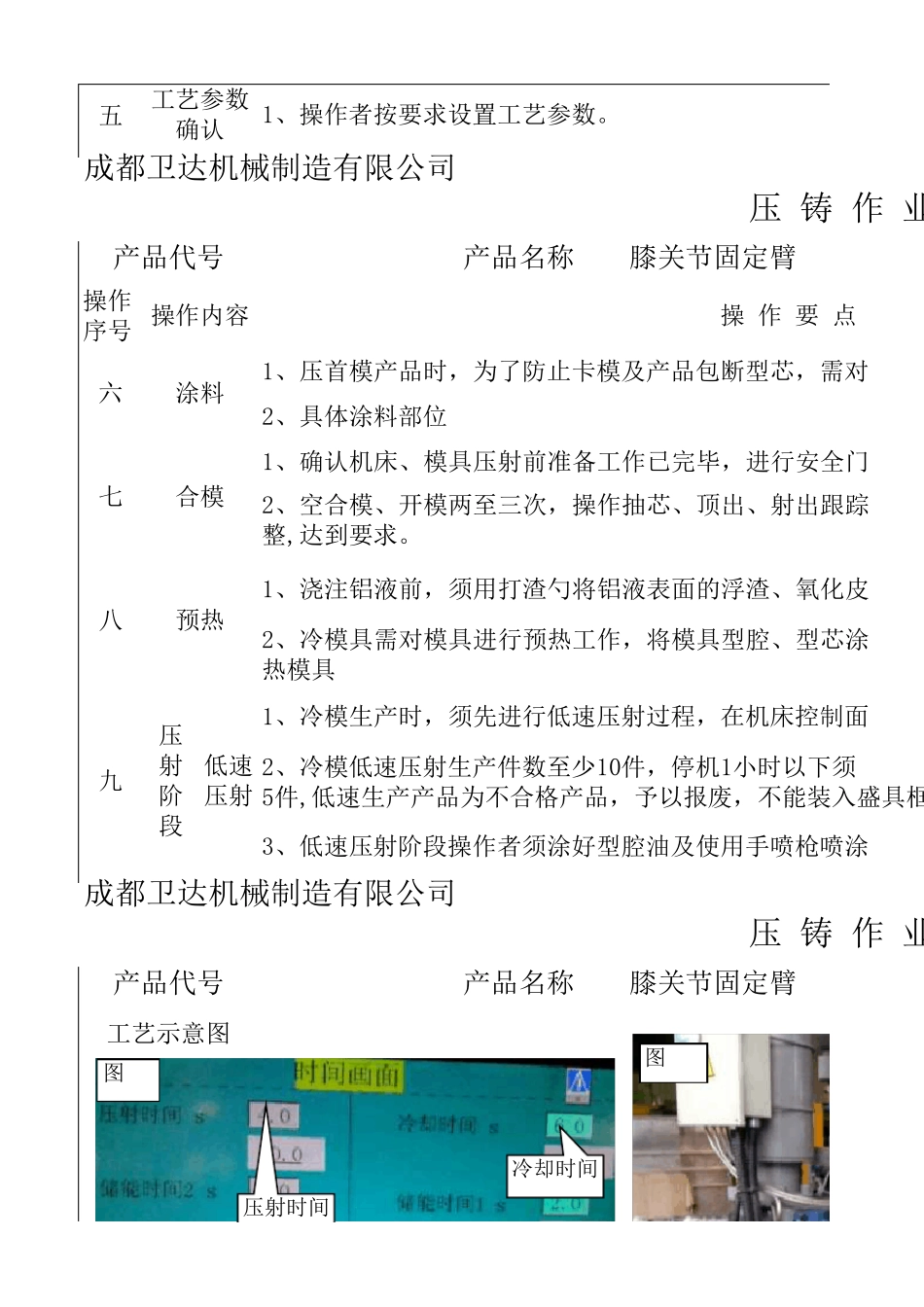
2、放 置 好 生产时使用的冲 头 油颗 粒 ,确 保 生产时能 够 使图2图1除渣烘消除液面上的液面低 于 炉面10cm五成都卫达机械制造有限公司操作序号成都卫达机械制造有限公司工艺参数确认1、操作者按要求设置工艺参数
压 铸 作 业六涂料1、压首模产品时,为了防止卡模及产品包断型芯,需对2、具体涂料部位操作内容操 作 要 点产品代号产品名称膝关节固定臂八预热1、浇注铝液前,须用打渣勺将铝液表面的浮渣、氧化皮2、冷模具需对模具进行预热工作,将模具型腔、型芯涂热模具七合模1、确认机床、模具压射前准备工作已完毕,进行安全门2、空合模、开模两至三次,操作抽芯、顶出、射出跟踪整,达到要求
2、冷模低速压射生产件数至少10件,停机1小时以下须5件,低速生产产品为不合格产品,予以报废,不能装入盛具框3、低速压射阶段操作者须涂好型腔油及使用手喷枪喷涂 压 铸 作 业九压射阶段低速压射1、冷模生产时,须先进行低