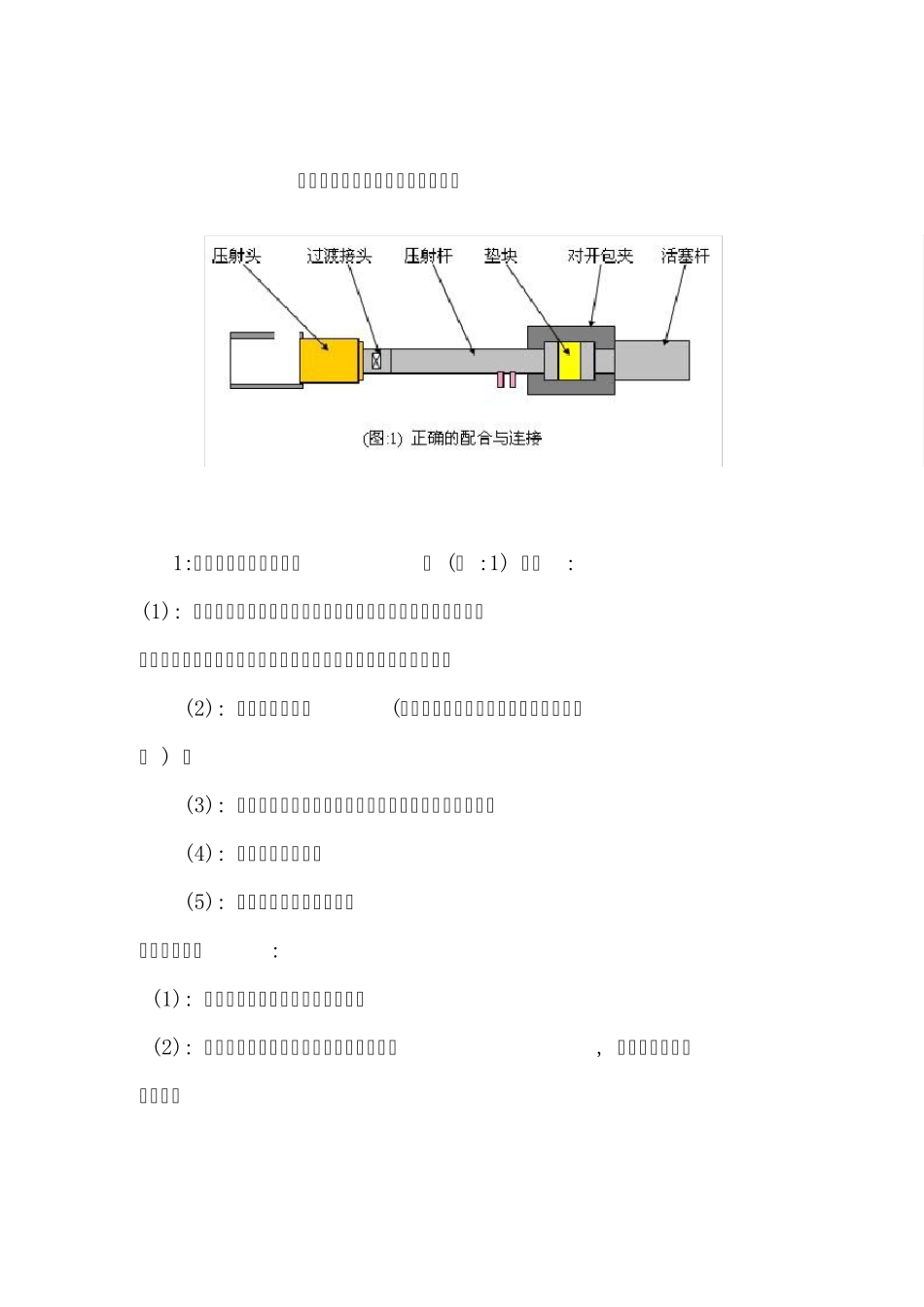
压射杆组件的日常维护的相关技术 1:正确的连接配合与维护 如 (图 :1) 所示: (1): 压射合塞杆﹑压射杆组件和熔杯孔之间应同轴且轴线重复
并连接牢固,不应存在明显的松动现象
包合处不应存在明显间隙
(2): 垫块要经常更换(按照压射杆和活塞杆之间的实际尺寸配制 )
(3): 压射杆﹑过渡接头﹑和压射头之间的连接应保持紧固
(4): 冷却水保持畅通
(5): 压射头保持良好的润滑
特别注意事项: (1): 切勿使用已经弯曲变形的压射杆
(2): 切勿使用内孔螺纹和外圆不同芯的压射头, 和内外圆不同芯的熔杯
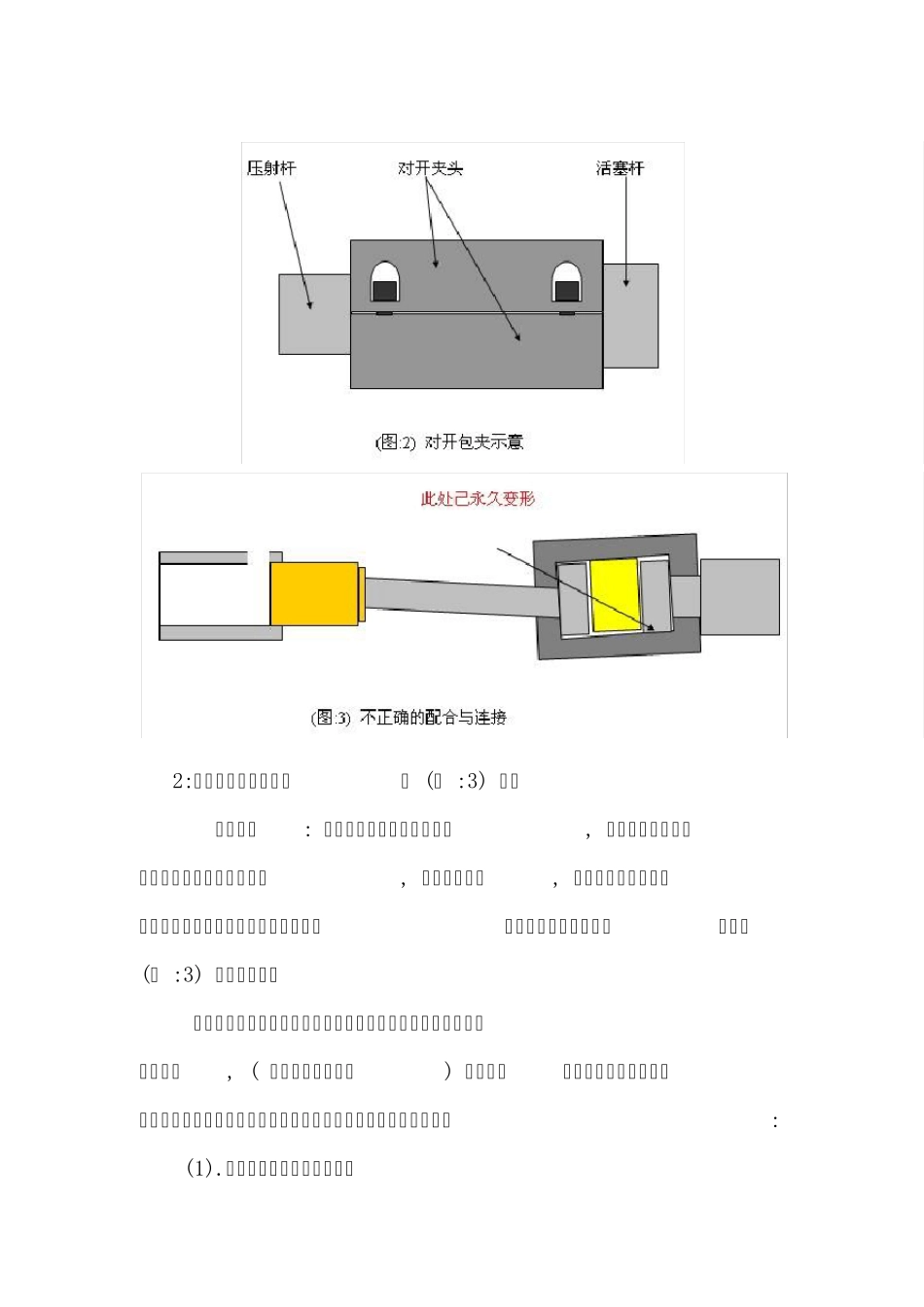
2:不正确的连接与配合 如 (图 :3) 所示 问题成因: 由于每日数千次的压射冲击, 至使压射杆和活塞杆之间的垫块长度逐渐缩短, 造成了压射杆, 活塞杆与对开包夹的包合处产生运动磨擦后逐渐产生间隙,当间隙大到一定量时,便出现(图 :3) 所示的结果
这是个被很多工厂长期忽视的问题
它造成压射活塞杆端面永久性变形, ( 端面与轴线不垂直) 甚至折断
使压射头、压射杆组件和熔杯之间处于不同轴和轴线不重复状态下运作
故障主要特征: (1)
压射杆经常出现弯曲变形
过度接头经常断裂
经常卡压射头
压射头寿命短
压射头、熔杯和模具上的浇口套单边磨损很快
经常从熔杯和压射头之间的间隙向外飞溅铝液
或料柄单边飞边很大
造成设备压射动作重复精度差, 至使产品质量不稳定
这一问题一旦形成, 生产过程中会经常要更换压射头, 一般技术人员都会给出“压射头质量差, 不抗磨损” 这样一个错误结论
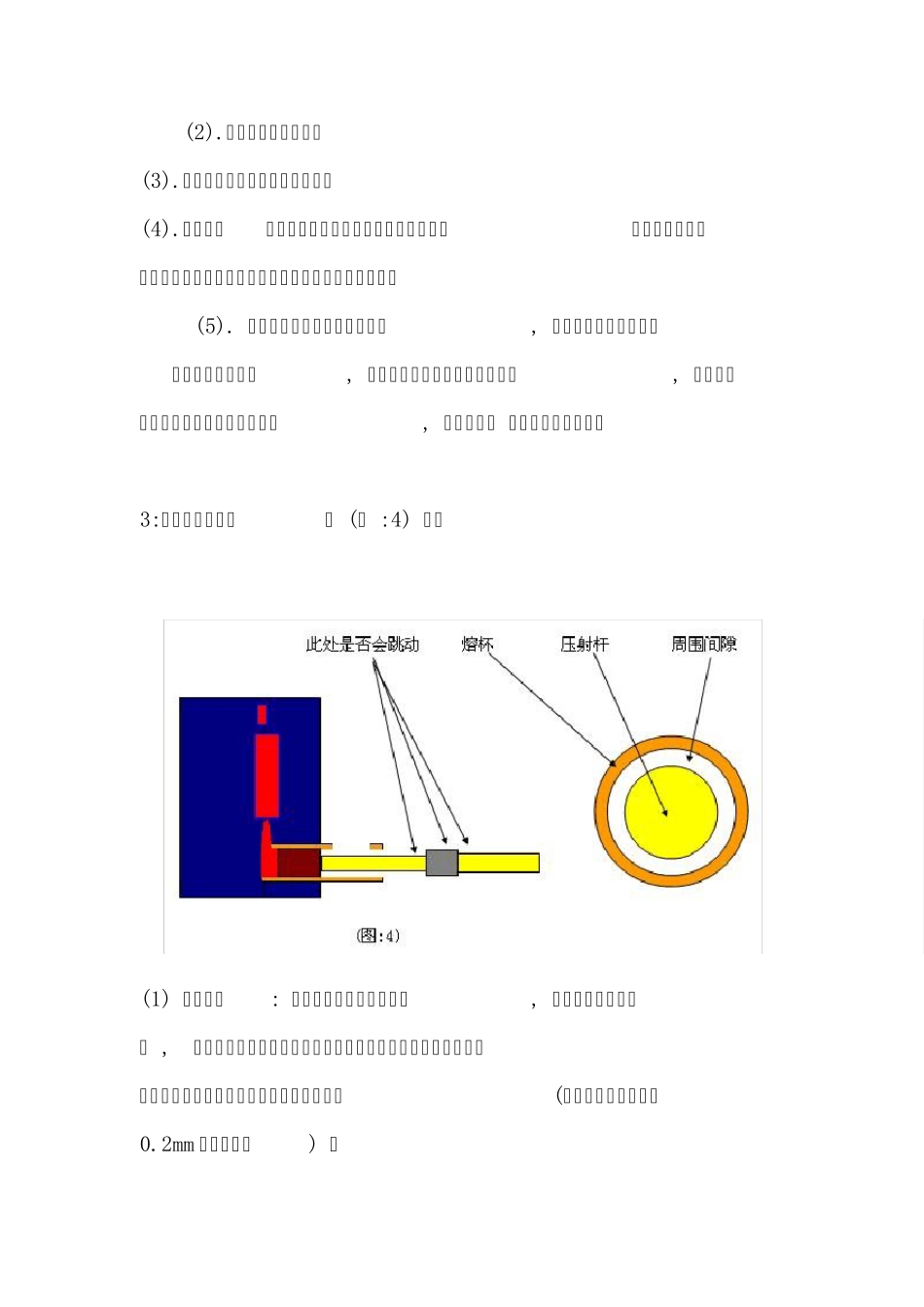
3:简单的判断方法 如 (图 :4) 所示 (1) 简单测量: 用手动程序进行实物压铸, 当完成压铸动作以后 , 测量压射杆和熔杯之间的周围间隙是否有明显差异
如果存在较大差异则说明压射杆或活塞杆己存在变形(通常情况下中心偏差0