第1页 共5 页 工艺文件 机 加 车 间 页码 去 毛 刺 标 准 作 业 指 导 书 第1 页 共5 页 一、目的 为提高产品的漆膜抗腐蚀性能,规范机加工后产品毛刺的去除办法,指导操作手正确进行产品的毛刺去除
二、范围 适用于所有机加工后产品的毛刺去除
三、要求 毛刺去除过程中,使用刀具时施力要均匀,保证毛刺去除部位轮廓清晰,过渡自然;避免出现划伤、磕伤及振刀现象;同时检查产品是否有加工不到、机械划伤、针孔、表面夹渣等外观缺陷;操作顺序应以减少产品的磕碰伤为原则
四、主要操作过程及办法 图片示范 操作说明 1、作业准备 1、确认使用刀具刀刃完整锋利; 2、了解上班生产情况
2、螺栓孔毛刺去除 1、按顺时针方向,逐个螺栓孔去除毛刺(倒角); 2、手摇钻与螺栓孔轴线重 合 ,确保倒角均匀一致 ; 3、去除过程中,施力要均匀,保证倒角(0
5~1mm)*45(产品有特 殊 要求的按产品要求);并 目视检查
旋 转 毛 刺 刀 三 角 刮 刀 手 摇 钻 风 动 工 具 铣 刀 第2 页 共5 页 3
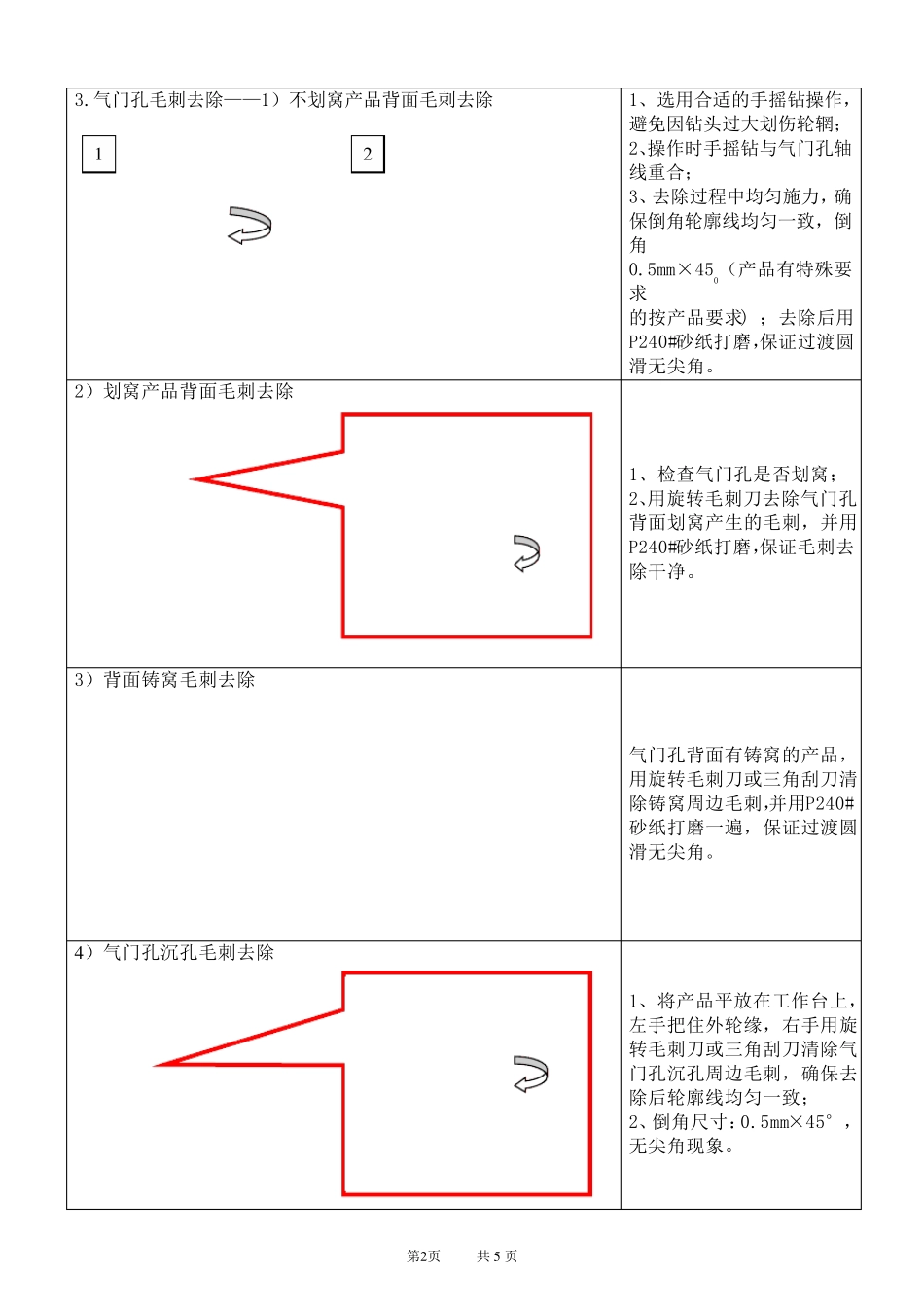
气门孔毛刺去除——1)不划窝产品背面毛刺去除 1、选用合适的手摇钻操作, 避免因钻头过大划伤轮辋; 2、操作时手摇钻与气门孔轴 线重合; 3、去除过程中均匀施力,确 保倒角轮廓线均匀一致,倒角 0
5mm×450(产品有特殊要求 的按产品要求) ;去除后用 P240#砂纸打磨,保证过渡圆 滑无尖角
2)划窝产品背面毛刺去除 1、检查气门孔是否划窝; 2、用旋转毛刺刀去除气门孔 背面划窝产生的毛刺,并用 P240#砂纸打磨,保证毛刺去 除干净
3)背面铸窝毛刺去除 气门孔背面有铸窝的产品,用旋转毛刺刀或三角刮刀清除铸窝周边毛刺,并用P240#砂纸打磨一遍,保证过渡圆滑无尖角
4 )气门孔沉孔毛刺去除 1、将产品平放在工作台上, 左手把住外轮缘,右手用旋转毛刺刀或三角