精品文档---下载后可任意编辑(工序号 OP1300;工序名:加工左右侧斜孔;加工程序:OP1300)(注:工作时必须穿戴好劳保用品,保护好自己;严格执行工艺要求,落实三检制,三不原则)一、开机前的准备确认工作1
检查上一班次设备交接班记录本及点检量检具并填写好记录;2
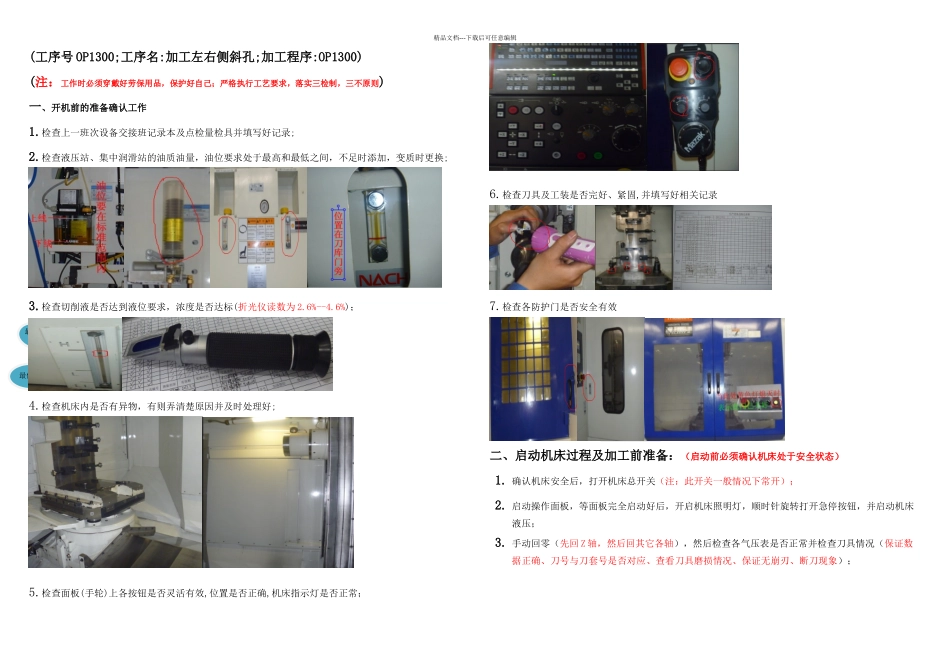
检查液压站、集中润滑站的油质油量,油位要求处于最高和最低之间,不足时添加,变质时更换;3
检查切削液是否达到液位要求,浓度是否达标(折光仪读数为 2
检查机床内是否有异物,有则弄清楚原因并及时处理好;5
检查面板(手轮)上各按钮是否灵活有效,位置是否正确,机床指示灯是否正常;6
检查刀具及工装是否完好、紧固,并填写好相关记录7
检查各防护门是否安全有效二、启动机床过程及加工前准备:(启动前必须确认机床处于安全状态)1
确认机床安全后,打开机床总开关(注:此开关一般情况下常开);2
启动操作面板,等面板完全启动好后,开启机床照明灯,顺时针旋转打开急停按钮,并启动机床液压;3
手动回零(先回 Z 轴,然后回其它各轴),然后检查各气压表是否正常并检查刀具情况(保证数据正确、刀号与刀套号是否对应、查看刀具磨损情况、保证无崩刃、断刀现象);操作面板处防护门刀库防护门上下料处防护门最低最高精品文档---下载后可任意编辑4
确认切削液等是否全部选择自动,假如没有要全部选择自动;5
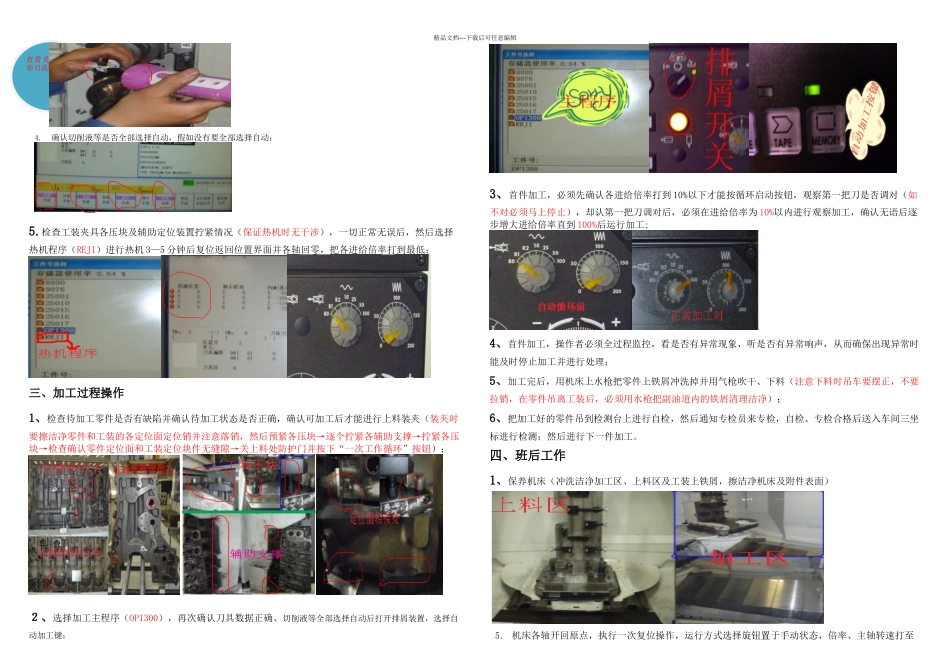
检查工装夹具各压块及辅助定位装置拧紧情况(保证热机时无干涉),一切正常无误后,然后选择热机程序(REJI)进行热机 3—5 分钟后复位返回位置界面并各轴回零,把各进给倍率打到最低;三、加工过程操作1、检查待加工零件是否有缺陷并确认待加工状态是否正确,确认可加工后才能进行上料装夹(装夹时要擦洁净零件和工装的各定位面定位销并注意落销,然后预紧各压块→逐个拧紧各辅助支撑→拧紧各压块→检查确认零件定位面和工装定位块件无缝隙