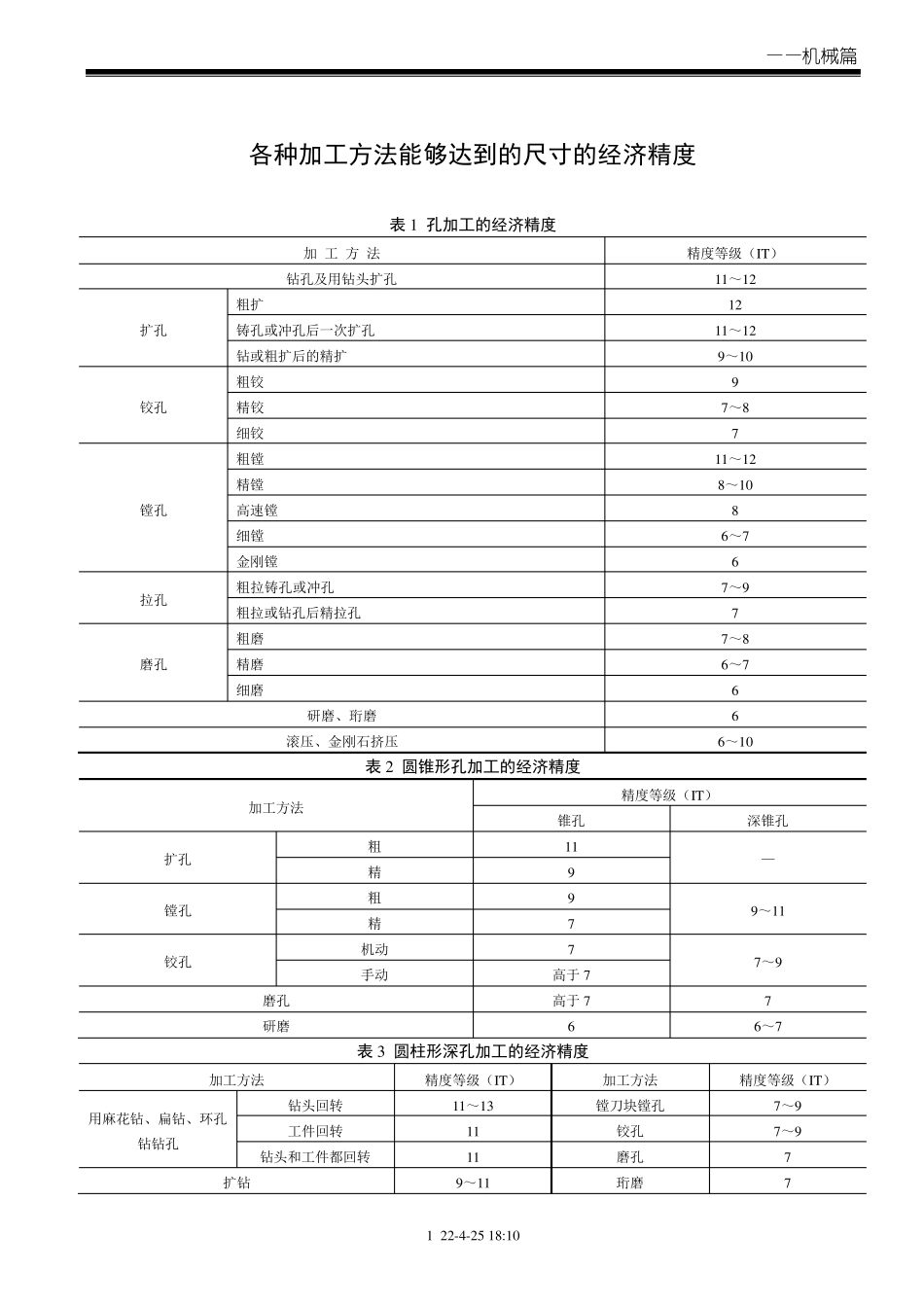
——机械篇 1 22-4-25 18:10 各种加工方法能够达到的尺寸的经济精度 表 1 孔加工的经济精度 加 工 方 法 精度等级(IT ) 钻孔及用钻头扩孔 11~12 扩孔 粗扩 12 铸孔或冲孔后一次扩孔 11~12 钻或粗扩后的精扩 9~10 铰孔 粗铰 9 精铰 7~8 细铰 7 镗孔 粗镗 11~12 精镗 8~10 高速镗 8 细镗 6~7 金刚镗 6 拉孔 粗拉铸孔或冲孔 7~9 粗拉或钻孔后精拉孔 7 磨孔 粗磨 7~8 精磨 6~7 细磨 6 研磨、珩磨 6 滚压、金刚石挤压 6~10 表 2 圆锥形孔加工的经济精度 加工方法 精度等级(IT ) 锥孔 深锥孔 扩孔 粗 11 — 精 9 镗孔 粗 9 9~11 精 7 铰孔 机动 7 7~9 手动 高于 7 磨孔 高于 7 7 研磨 6 6~7 表 3 圆柱形深孔加工的经济精度 加工方法 精度等级(IT ) 加工方法 精度等级(IT ) 用麻花钻、扁钻、环孔钻钻孔 钻头回转 11~13 镗刀块镗孔 7~9 工件回转 11 铰孔 7~9 钻头和工件都回转 11 磨孔 7 扩钻 9~11 珩磨 7 ——机械篇 2 22-4-25 18:10 扩孔 9~11 研磨 6~7 炮孔钻钻孔或镗孔 刀具回转 9~11 工件回转 9 刀具工件都回转 9 表4 花键孔加工的经济精度 加工方法 精度等级(IT) 插 9 拉 7~9 磨 7~9 表5 外圆柱表面加工的经济精度 加工方法 精度等级(IT) 车削 粗车 11~12 半精或一次车 8~10 精车 6~7 细车、金刚车 5~6 磨削 粗磨 8 精磨 6~7 细磨 5~6 研磨、超精加工 5 滚压、金刚石压平 5~6 表6 端面加工的经济精度(m m ) 加工方法 直径(m m ) ≤50 >50~120 >120~260 >260~500 车削 粗 0