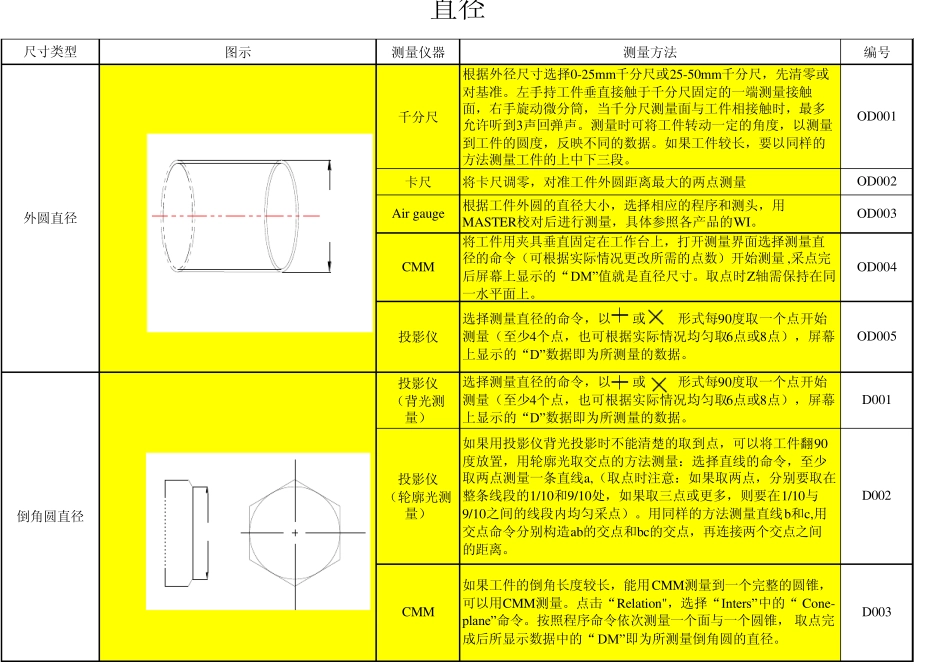
图示测量仪器测量方法编号千分尺根据外径尺寸选择0-25mm千分尺或25-50mm千分尺,先清零或对基准
左手持工件垂直接触于千分尺固定的一端测量接触面,右手旋动微分筒,当千分尺测量面与工件相接触时,最多允许听到3声回弹声
测量时可将工件转动一定的角度,以测量到工件的圆度,反映不同的数据
如果工件较长,要以同样的方法测量工件的上中下三段
OD001卡尺将卡尺调零,对准工件外圆距离最大的两点测量OD002Air gau ge根据工件外圆的直径大小,选择相应的程序和测头,用MASTER校对后进行测量,具体参照各产品的WI
OD003CMM将工件用夹具垂直固定在工作台上,打开测量界面选择测量直径的命令(可根据实际情况更改所需的点数)开始测量 ,采点完后屏幕上显示的“DM” 值就是直径尺寸
取点时Z轴需保持在同一水平面上
OD004投影仪选择测量直径的命令,以 或 形式每90度取一个点开始测量(至少4个点,也可根据实际情况均匀取6点或8点),屏幕上显示的“D” 数据即为所测量的数据
OD005投影仪(背光测量)选择测量直径的命令,以 或 形式每90度取一个点开始测量(至少4个点,也可根据实际情况均匀取6点或8点),屏幕上显示的“D” 数据即为所测量的数据
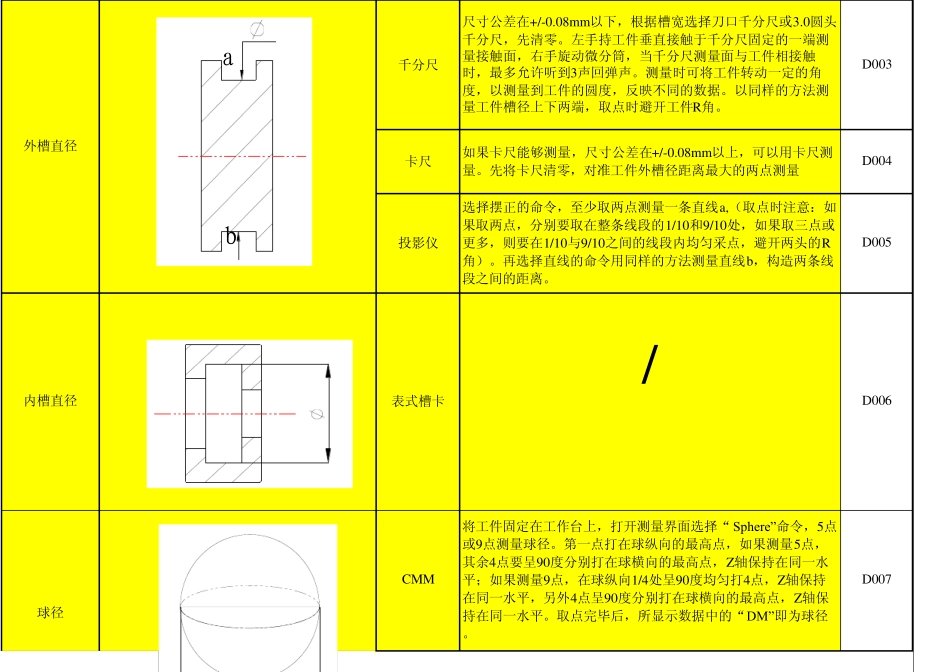
D001投影仪(轮廓光测量)如果用投影仪背光投影时不能清楚的取到点,可以将工件翻90度放置,用轮廓光取交点的方法测量:选择直线的命令,至少取两点测量一条直线a,(取点时注意:如果取两点,分别要取在整条线段的1/10和9/10处,如果取三点或更多,则要在1/10与9/10之间的线段内均匀采点)
用同样的方法测量直线b和c,用交点命令分别构造ab的交点和bc的交点,再连接两个交点之间的距离
D002CMM如果工件的倒角长度较长,能用CMM测量到一个完整的圆锥,可以用CMM测量
点击“Relation",选择“Inters” 中的“ Co