冲压工艺方案确定工艺方案确定是在对冲压件的工艺性分析之后应进行的重要环节
确定工艺方案主要是确定各次冲压加工的工序性质、工序数量、工序顺序、工序的组合方式等
冲压工艺方案的确定要考虑多方面的因素,有时还要进行必要的工艺计算,因此实际中通常提出几种可能的方案,进行分析比较后确定最佳方案
(1)冲压工序性质的确定工序性质是指冲压件所需的工序种类
如剪裁、落料、冲孔、弯曲、拉深、局部成形等,它们各有其不同的变形性质、特点和用途
实际确定时,要综合考虑冲压件的形状、尺寸和精度要求、冲压变形规律及其它具体要求
① 从零件图上直观的确定工序性质平板件冲压加工时,常采用剪裁、落料、冲孔等冲裁工序;当零件的平面度要求较高时增加校平工序;当零件的断面质量和尺寸精度要求较高时,需增加修整工序,或直接用精密冲裁工序加工
弯曲件冲压时,常采用剪裁、落料、弯曲工序
当弯曲件上有孔时,需增加冲孔工序;当弯曲半径小于允许值时,需增加整形工序
拉深件冲压时,常采用剪裁、落料、拉深和切边工序,对于带孔的拉深件,需增加冲孔工序;拉深件径向尺寸精度要求较高或圆角半径小于允许值时,需增加整形工序
胀形件、翻边件、缩口件若一次成形,常采用冲裁或拉深制成坯料后直接采用胀形、翻边(翻孔)、缩口工序成形
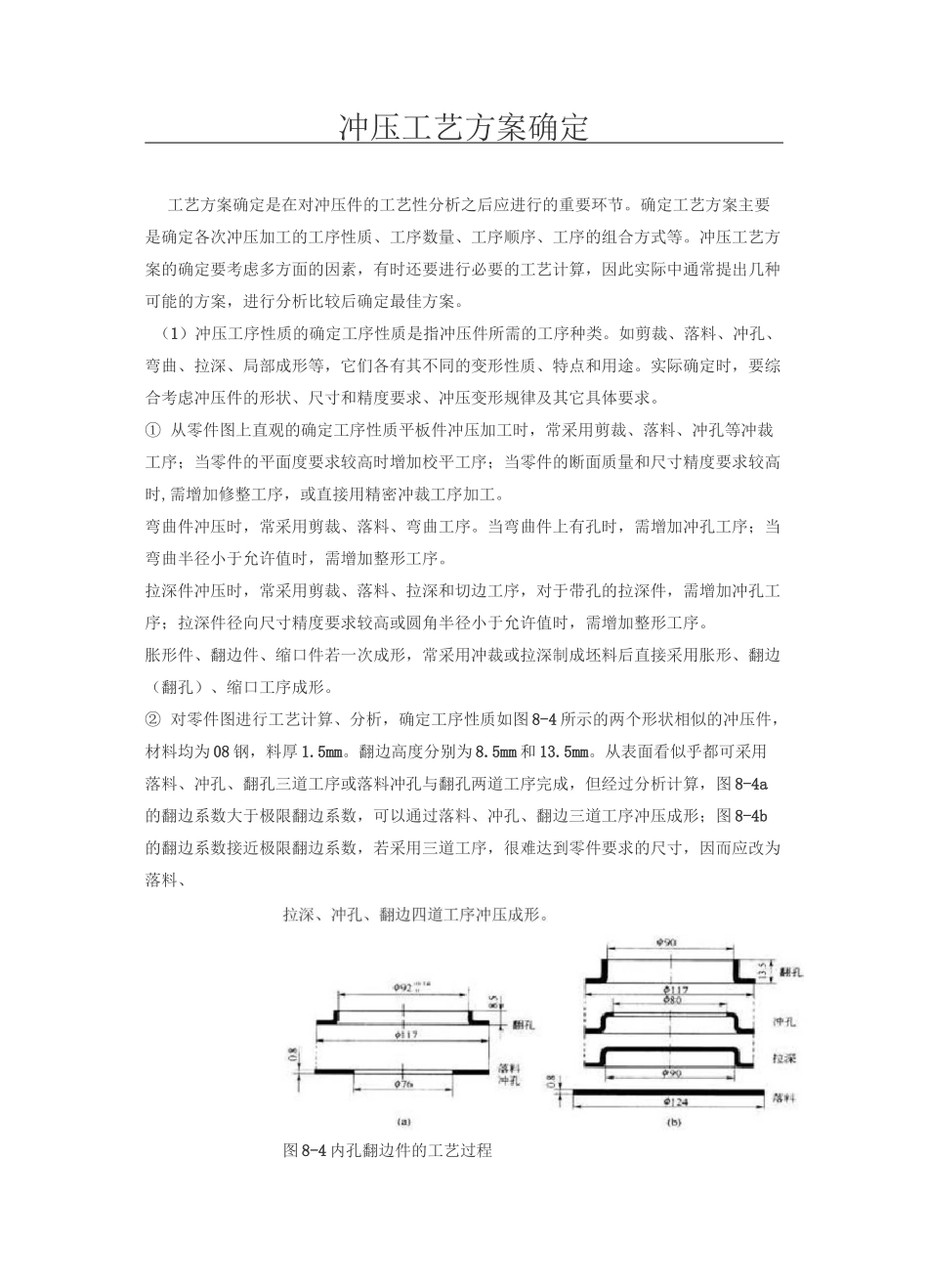
② 对零件图进行工艺计算、分析,确定工序性质如图 8-4 所示的两个形状相似的冲压件,材料均为 08 钢,料厚 1
翻边高度分别为 8
5mm 和 13
从表面看似乎都可采用落料、冲孔、翻孔三道工序或落料冲孔与翻孔两道工序完成,但经过分析计算,图 8-4a的翻边系数大于极限翻边系数,可以通过落料、冲孔、翻边三道工序冲压成形;图 8-4b的翻边系数接近极限翻边系数,若采用三道工序,很难达到零件要求的尺寸,因而应改为落料、图 8-4 内孔翻边件的工艺过程③为改善冲压变形条件,方便工序定位,增加附加工序所增加的