上海建明金属材料有限公司 唐山建龙冷轧带钢上海总代理 冷轧产品知识 第一章 冷轧产品工艺流程及用途 一、全厂工艺流程图 二、机组特点: 1、可生产厚度甚薄、尺寸公差严格的板带钢; 2、加工温度低,轧制中产生程度不同的加工硬化,冷轧生产是冷轧与热处理相结合的过程; 3、冷轧是采用工艺冷却与润滑的生产过程; 4、张力轧制 热轧钢卷 酸 洗 冷 轧 冷 硬 卷 罩 式 炉 平 整 重卷拉矫纵切 包 装 磨 辊 间 乳 化 液 入 库 酸再生 张力的作用主要有: 1)改变了金属在变形区中的主应力状态,显著地减小单位压力,便于轧制更薄的产品并降低能耗,相应地增加了压下量,提高了轧机的生产能力
2)防止带钢在轧制中跑偏,使带钢平直即在轧制过程保持板型平直,轧后板型良好
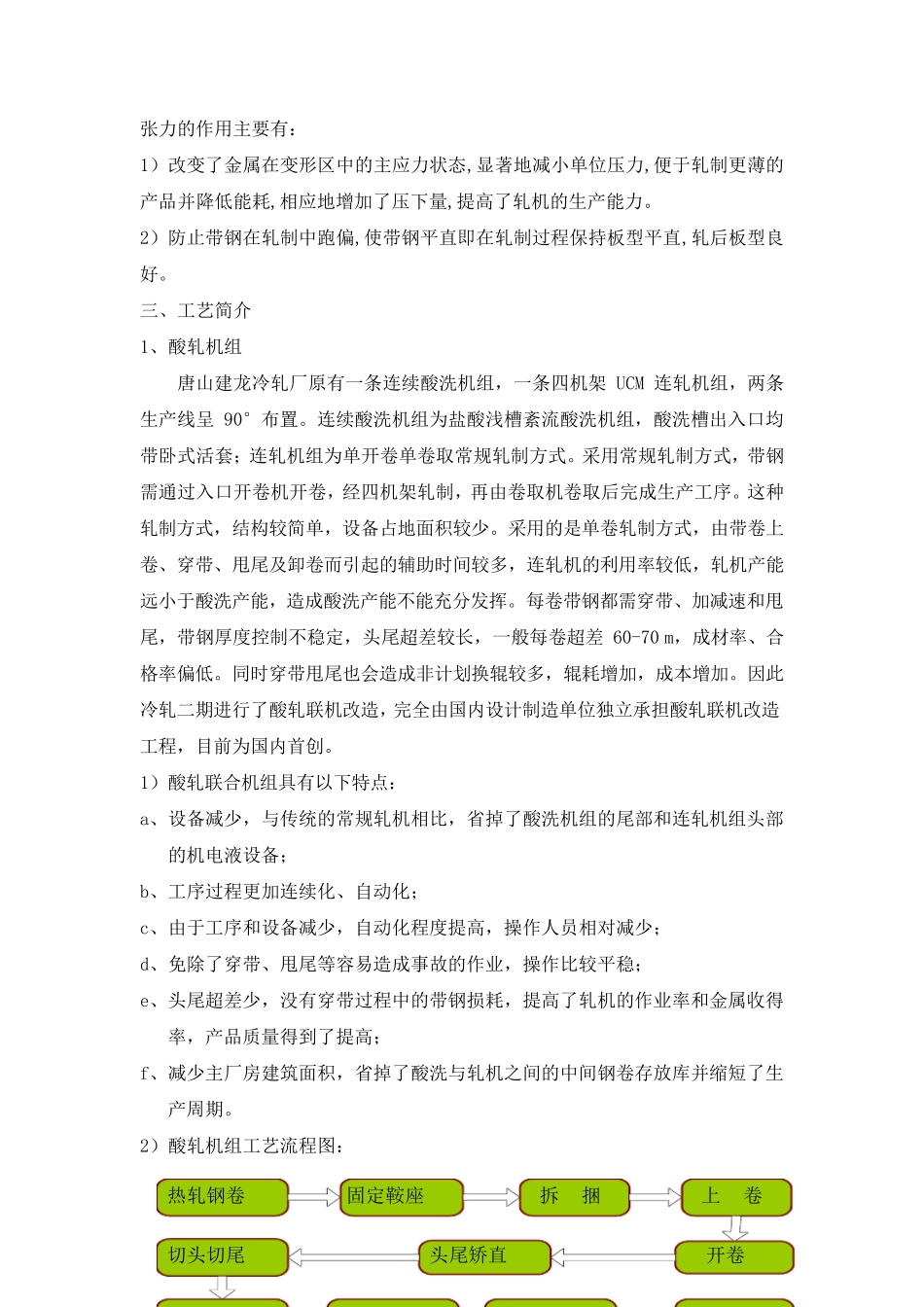
三、工艺简介 1、酸轧机组 唐山建龙冷轧厂原有一条连续酸洗机组,一条四机架 UCM 连轧机组,两条生产线呈 90°布置
连续酸洗机组为盐酸浅槽紊流酸洗机组,酸洗槽出入口均带卧式活套;连轧机组为单开卷单卷取常规轧制方式
采用常规轧制方式,带钢需通过入口开卷机开卷,经四机架轧制,再由卷取机卷取后完成生产工序
这种轧制方式,结构较简单,设备占地面积较少
采用的是单卷轧制方式,由带卷上卷、穿带、甩尾及卸卷而引起的辅助时间较多,连轧机的利用率较低,轧机产能远小于酸洗产能,造 成酸洗产能不 能充 分 发 挥
每 卷带钢都 需穿带、加减速 和 甩尾,带钢厚 度 控 制不 稳 定 ,头 尾超 差 较长 ,一般 每 卷超 差 60-70 m,成材 率、合格 率偏低
同 时穿带甩尾也 会 造 成非 计 划 换 辊 较多,辊 耗增加,成本 增加
因 此冷轧二 期 进 行 了酸轧联 机改造 ,完全 由国 内 设计 制造 单位独 立 承 担 酸轧联 机改造工程,目 前 为国 内 首 创
1)酸轧联 合 机组具 有以 下特 点 : a、设