平直度 Flatness横向厚差 Profile 或凸度 Crown带钢高次部分二次部分一次部分常数部分第十讲 冷连轧工艺过程的板形控制技术1 轧机板形概念板带材冷轧机的进展,其基本设计思想是如何提高冷轧板带的产量和质量、减少建设成本和维护费用
板带材产品有四大质量指标:板形精度、厚度精度、表面质量、力学性能
厚度精度是指板带材的平均厚度
由于现代液压、检测和控制技术的进展,自动厚度控制 AGC (Automatic Gauge Control)的引入,使得厚度控制精度大大提高,至 90 年代末进展已经比较成熟
表面质量是指带钢表面的缺陷情况和涂镀质量
力学性能是指带钢的强度和延展性
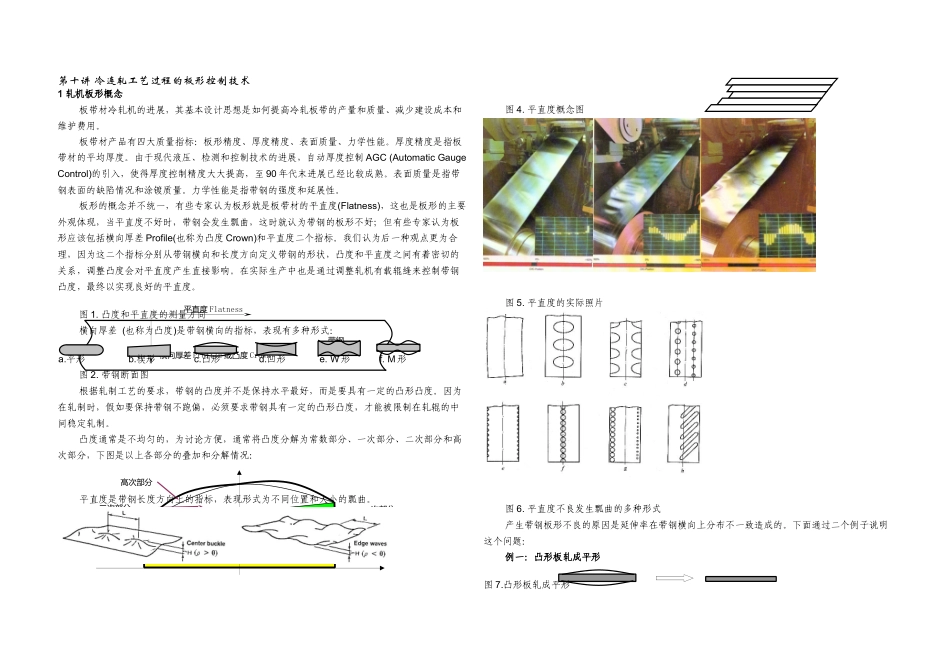
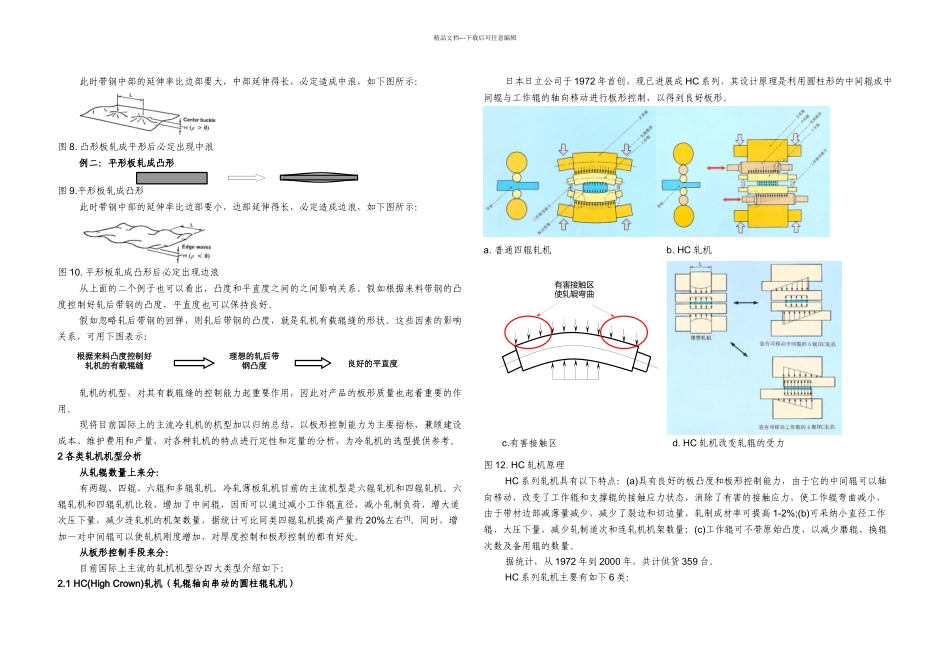
板形的概念并不统一,有些专家认为板形就是板带材的平直度(Flatness),这也是板形的主要外观体现,当平直度不好时,带钢会发生瓢曲,这时就认为带钢的板形不好;但有些专家认为板形应该包括横向厚差 Profile(也称为凸度 Crown)和平直度二个指标
我们认为后一种观点更为合理,因为这二个指标分别从带钢横向和长度方向定义带钢的形状,凸度和平直度之间有着密切的关系,调整凸度会对平直度产生直接影响
在实际生产中也是通过调整轧机有载辊缝来控制带钢凸度,最终以实现良好的平直度
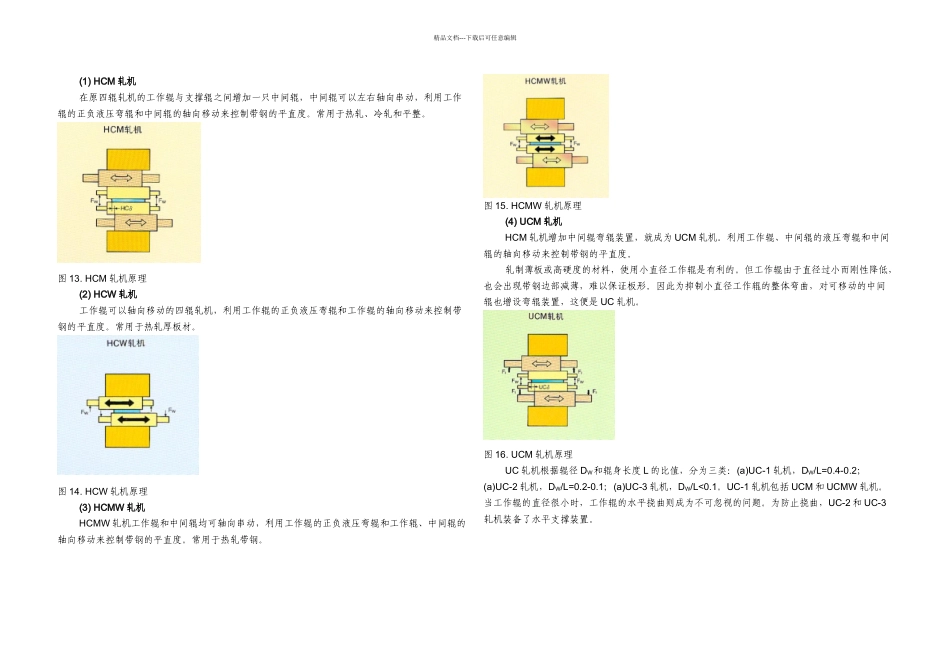
凸度和平直度的测量方向横向厚差 (也称为凸度)是带钢横向的指标,表现有多种形式:a
M 形图 2
带钢断面图根据轧制工艺的要求,带钢的凸度并不是保持水平最好,而是要具有一定的凸形凸度
因为在轧制时,假如要保持带钢不跑偏,必须要求带钢具有一定的凸形凸度,才能被限制在轧辊的中间稳定轧制
凸度通常是不均匀的,为讨论方便,通常将凸度分解为常数部分、一次部分、二次部分和高次部分,下图是以上各部分的叠加和分解情况:平直度是带钢长度方向上的指标,表现形式为不同位置和大小的瓢