精品文档---下载后可任意编辑随着科学技术飞速进展和经济竞争的日趋激烈,机械产品的更新速度越来越快,数控加工技术作为先进生产力的代表,在机械及相关行业领域发挥着重要的作用,机械制造的竞争,其实质是数控技术的竞争
本次设计就是进行数控加工工艺设计织机导板零件,侧重于设计该零件的数控加工夹具,主要设计内容有:完成该零件的工艺规程(包括工艺过程卡、工序卡和数控刀具卡)和主要工序的工装设计
并绘制零件图、夹具图
用 G 代码编制该零件的数控加工程序,在则学习计算机辅助工艺设计(CAPP)相关知识,并编制其构架
限于编者的水平有限,对书中的不妥之处,敬请读者批判指正
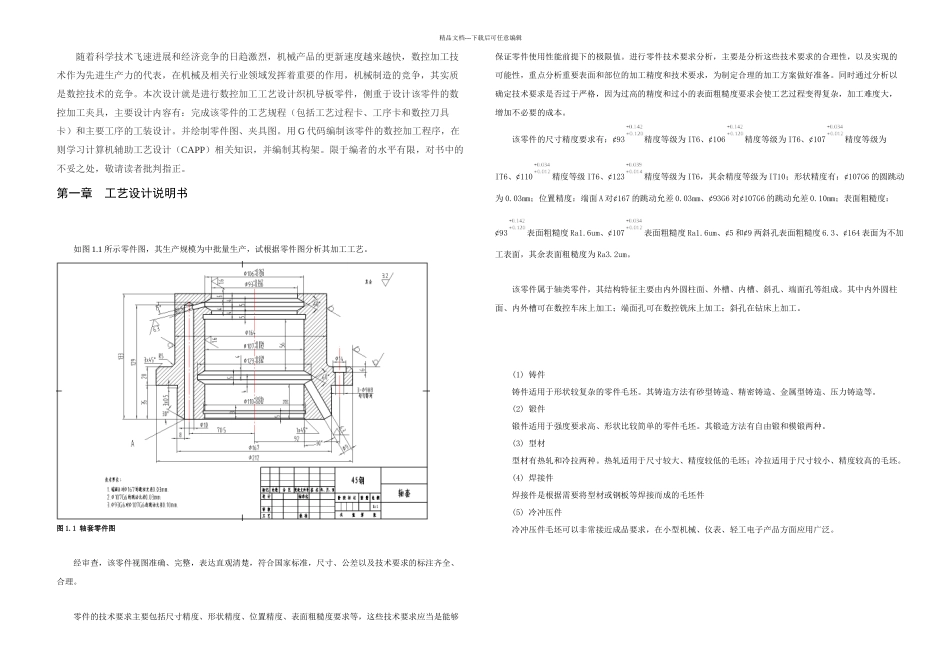
第一章 工艺设计说明书如图 1
1 所示零件图,其生产规模为中批量生产,试根据零件图分析其加工工艺
1 轴套零件图经审查,该零件视图准确、完整,表达直观清楚,符合国家标准,尺寸、公差以及技术要求的标注齐全、合理
零件的技术要求主要包括尺寸精度、形状精度、位置精度、表面粗糙度要求等,这些技术要求应当是能够保证零件使用性能前提下的极限值
进行零件技术要求分析,主要是分析这些技术要求的合理性,以及实现的可能性,重点分析重要表面和部位的加工精度和技术要求,为制定合理的加工方案做好准备
同时通过分析以确定技术要求是否过于严格,因为过高的精度和过小的表面粗糙度要求会使工艺过程变得复杂,加工难度大,增加不必要的成本
该零件的尺寸精度要求有:¢93精度等级为 IT6、¢106精度等级为 IT6、¢107精度等级为IT6、¢110精度等级 IT6、¢123精度等级为 IT6,其余精度等级为 IT10;形状精度有:¢107G6 的圆跳动为 0
03mm;位置精度:端面 A 对¢167 的跳动允差 0
03mm、¢93G6 对¢107G6 的跳动允差 0
10mm;表面粗糙度:¢93表面粗糙度 Ra1
6um、¢107表面粗糙度 Ra